M Feld TBM387
387
9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i tarcza
bardziej nadaje się tokarka wielonarzędziowa, gdyż siła poosiowa jest dobrze przenoszona przez odpowiednio sztywne zespoły tej tokarki i, co najważniejsze, posuw odbywa się mechanicznie. Obrabiając duże otwory, należy zwrócić szczególną uwagę na moc obrabiarki i jej sztywność, jak również sztywność przedmiotu obrabianego (wiertło o dużej średnicy jest dostatecznie sztywne). Z tych powodów otwory o średnicy większej niż 30 mm często należy wiercić dwukrotnie, przy czym średnicę pierwszego wiertła przyjmuje się równą 0,6 + 0,7 średnicy wiertła końcowego.
Wiertłem krętym uzyskuje się otwory w 12 i 13 klasie dokładności wg ISO, a więc w normalnej tolerancji warsztatowej. W szczególnym przypadku, przy wykonywaniu płytkich otworów sztywnym narzędziem z małym posuwem, można otrzymać 10 i 11 klasę dokładności. W przeciętnie stosowanych warunkach obróbki chropowatość powierzchni po wierceniu wynosi Ra = 20,0 pm, w szczególnych przypadkach (decyduje o tym przede wszystkim odpowiednio mały posuw) można uzyskać chropowatość powierzchni do Ra = 5,0 pm.
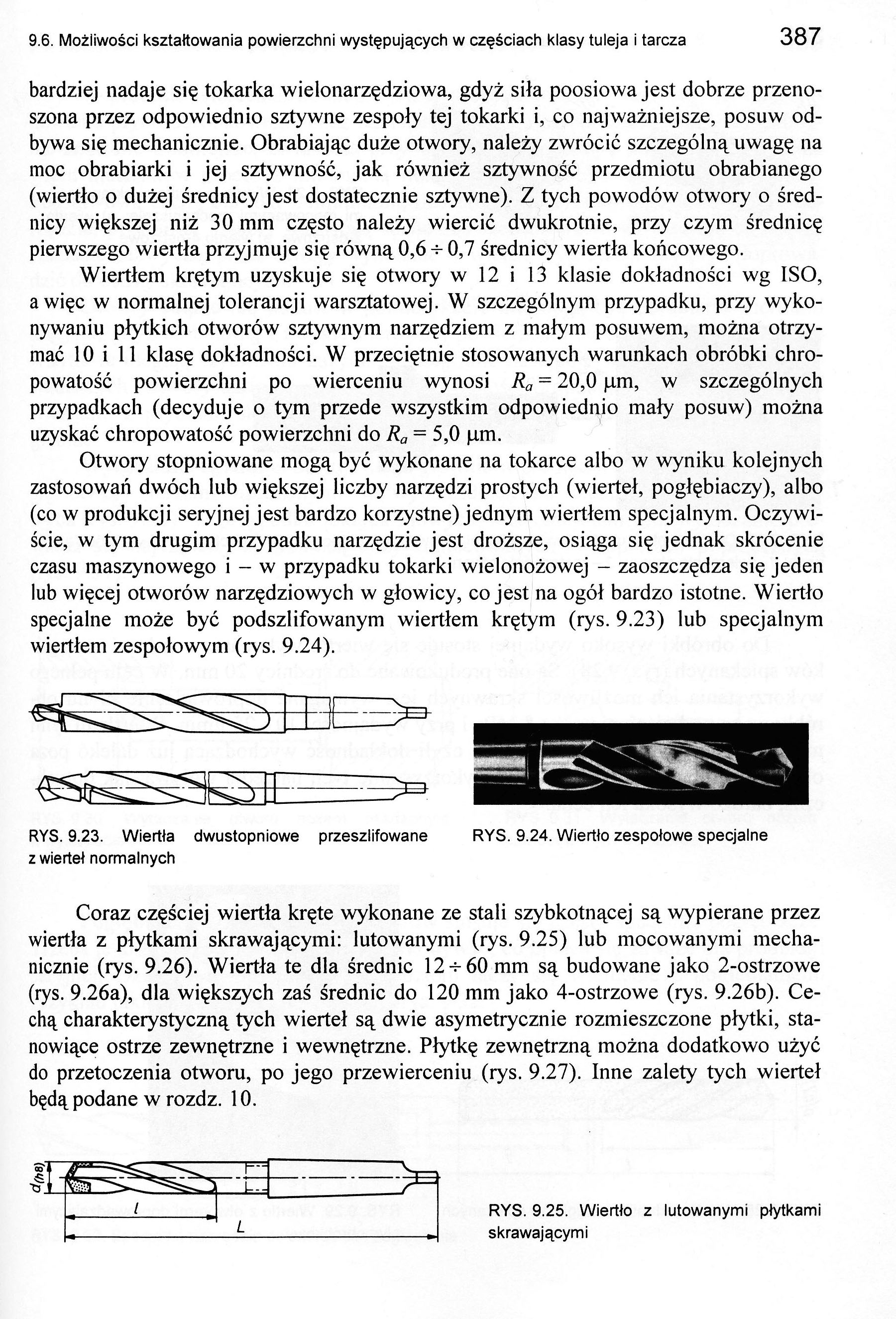
Otwory stopniowane mogą być wykonane na tokarce albo w wyniku kolejnych zastosowań dwóch lub większej liczby narzędzi prostych (wierteł, pogłębiaczy), albo (co w produkcji seryjnej jest bardzo korzystne) jednym wiertłem specjalnym. Oczywiście, w tym drugim przypadku narzędzie jest droższe, osiąga się jednak skrócenie czasu maszynowego i - w przypadku tokarki wielonożowej - zaoszczędza się jeden lub więcej otworów narzędziowych w głowicy, co jest na ogół bardzo istotne. Wiertło specjalne może być podszlifowanym wiertłem krętym (rys. 9.23) lub specjalnym wiertłem zespołowym (rys. 9.24).

RYS. 9.23. Wiertła dwustopniowe przeszlifowane RYS. 9.24. Wiertło zespołowe specjalne z wierteł normalnych
Coraz częściej wiertła kręte wykonane ze stali szybkotnącej są wypierane przez wiertła z płytkami skrawającymi: lutowanymi (rys. 9.25) lub mocowanymi mechanicznie (rys. 9.26). Wiertła te dla średnic 12 + 60 mm są budowane jako 2-ostrzowe (rys. 9.26a), dla większych zaś średnic do 120 mm jako 4-ostrzowe (rys. 9.26b). Cechą charakterystyczną tych wierteł są dwie asymetrycznie rozmieszczone płytki, stanowiące ostrze zewnętrzne i wewnętrzne. Płytkę zewnętrzną można dodatkowo użyć do przetoczenia otworu, po jego przewierceniu (rys. 9.27). Inne zalety tych wierteł będą podane w rozdz. 10.

RYS. 9.25. Wiertło z lutowanymi płytkami skrawającymi
Wyszukiwarka
Podobne podstrony:
M Feld TBM383 383 9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i
M Feld TBM385 385 9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i
M Feld TBM389 389 9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i
M Feld TBM391 391 9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i
M Feld TBM393 393 9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i
M Feld TBM401 401 9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i
M Feld TBM403 403 9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i
M Feld TBM405 405 9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i
M Feld TBM407 407 9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i
M Feld TBM411 411 9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i
M Feld TBM413 413 9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i
M Feld TBM415 415 9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i
M Feld TBM417 417 9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i
M Feld TBM419 419 9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i
M Feld TBM421 421 9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i
M Feld TBM397 9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i tar
M Feld TBM409 9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i tar
M Feld TBM499 11.6. Możliwości kształtowania powierzchni występujących w częściach klasy korpus499 R
M Feld TBM503 11.6. Możliwości kształtowania powierzchni występujących w częściach klasy korpus RYS.
więcej podobnych podstron