M Feld TBM409
9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i tarcza

409
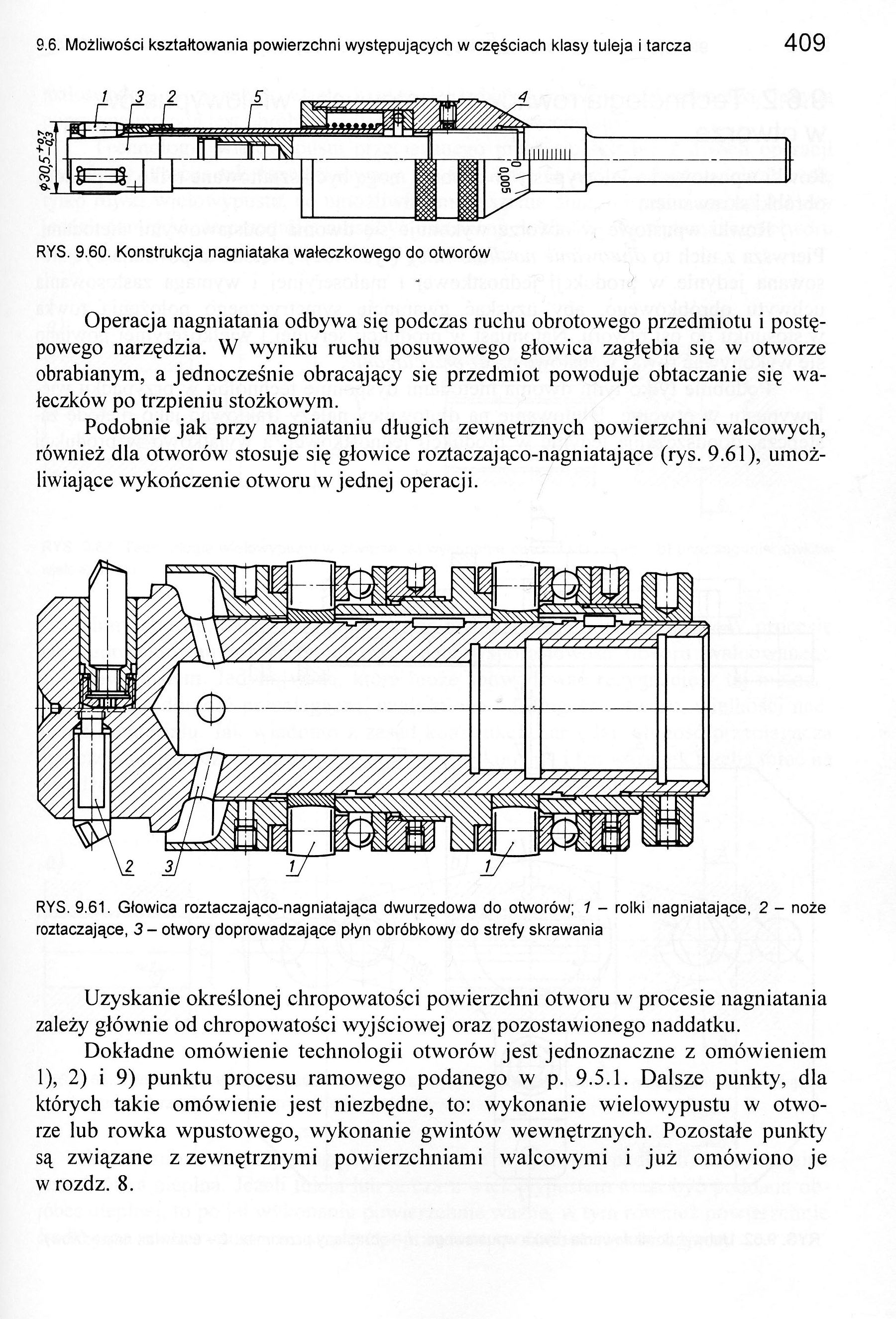
Operacja nagniatania odbywa się podczas ruchu obrotowego przedmiotu i postępowego narzędzia. W wyniku ruchu posuwowego głowica zagłębia się w otworze obrabianym, a jednocześnie obracający się przedmiot powoduje obtaczanie się wałeczków po trzpieniu stożkowym.
Podobnie jak przy nagniataniu długich zewnętrznych powierzchni walcowych, również dla otworów stosuje się głowice roztaczająco-nagniatające (rys. 9.61), umożliwiające wykończenie otworu w jednej operacji.
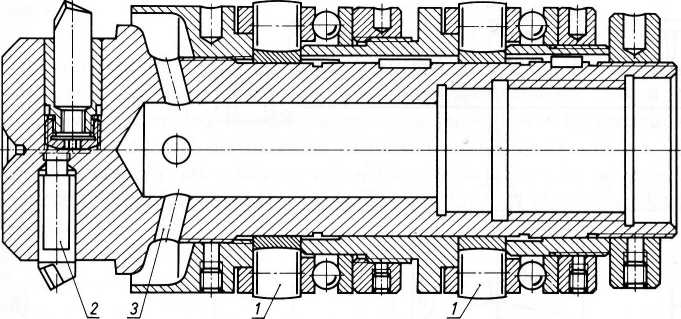
RYS. 9.61. Głowica roztaczająco-nagniatająca dwurzędowa do otworów; 1 - rolki nagniatające, 2 - noże roztaczające, 3- otwory doprowadzające płyn obróbkowy do strefy skrawania
Uzyskanie określonej chropowatości powierzchni otworu w procesie nagniatania zależy głównie od chropowatości wyjściowej oraz pozostawionego naddatku.
Dokładne omówienie technologii otworów jest jednoznaczne z omówieniem 1), 2) i 9) punktu procesu ramowego podanego w p. 9.5.1. Dalsze punkty, dla których takie omówienie jest niezbędne, to: wykonanie wielowypustu w otworze lub rowka wpustowego, wykonanie gwintów wewnętrznych. Pozostałe punkty są związane z zewnętrznymi powierzchniami walcowymi i już omówiono je w rozdz. 8.
Wyszukiwarka
Podobne podstrony:
M Feld TBM397 9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i tar
M Feld TBM383 383 9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i
M Feld TBM385 385 9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i
M Feld TBM389 389 9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i
M Feld TBM391 391 9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i
M Feld TBM401 401 9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i
M Feld TBM403 403 9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i
M Feld TBM413 413 9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i
M Feld TBM415 415 9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i
M Feld TBM417 417 9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i
M Feld TBM421 421 9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i
M Feld TBM387 387 9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i
M Feld TBM393 393 9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i
M Feld TBM405 405 9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i
M Feld TBM407 407 9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i
M Feld TBM411 411 9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i
M Feld TBM419 419 9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i
M Feld TBM459 459 10.6. Możliwości kształtowania powierzchni występujących w częściach klasy dźwigni
M Feld TBM461 461 10.6. Możliwości kształtowania powierzchni występujących w częściach klasy dźwigni
więcej podobnych podstron