M Feld TBM461
461
10.6. Możliwości kształtowania powierzchni występujących w częściach klasy dźwignia
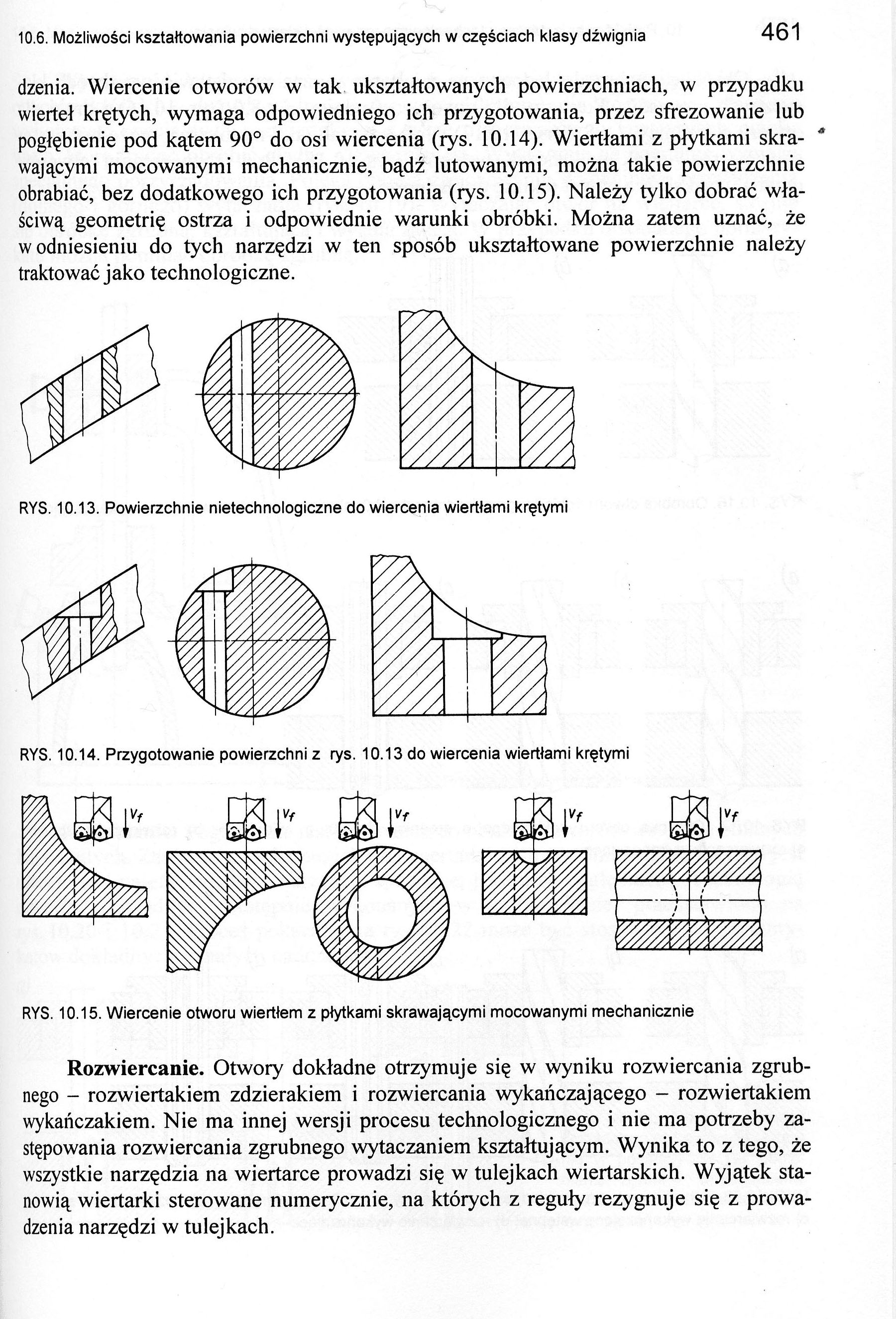
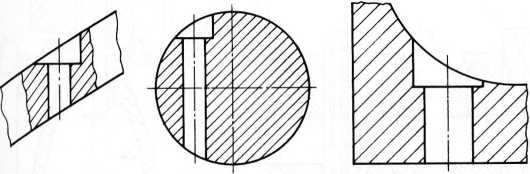
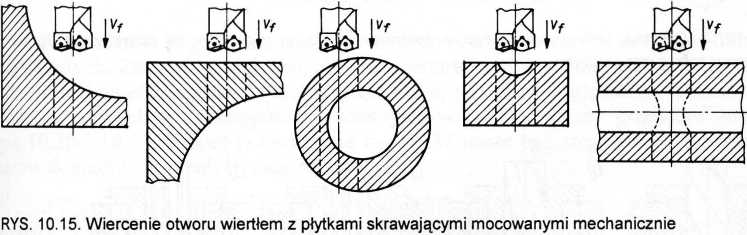
dzenia. Wiercenie otworów w tak ukształtowanych powierzchniach, w przypadku wierteł krętych, wymaga odpowiedniego ich przygotowania, przez sfrezowanie lub pogłębienie pod kątem 90° do osi wiercenia (rys. 10.14). Wiertłami z płytkami skrawającymi mocowanymi mechanicznie, bądź lutowanymi, można takie powierzchnie obrabiać, bez dodatkowego ich przygotowania (rys. 10.15). Należy tylko dobrać właściwą geometrię ostrza i odpowiednie warunki obróbki. Można zatem uznać, że w odniesieniu do tych narzędzi w ten sposób ukształtowane powierzchnie należy traktować jako technologiczne.
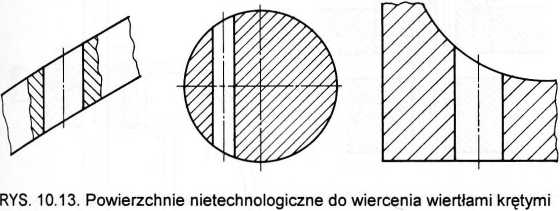
RYS. 10.14. Przygotowanie powierzchni z rys. 10.13 do wiercenia wiertłami krętymi
Rozwiercanie. Otwory dokładne otrzymuje się w wyniku rozwiercania zgrubnego - rozwiertakiem zdzierakiem i rozwiercania wykańczającego - rozwiertakiem wykańczakiem. Nie ma innej wersji procesu technologicznego i nie ma potrzeby zastępowania rozwiercania zgrubnego wytaczaniem kształtującym. Wynika to z tego, że wszystkie narzędzia na wiertarce prowadzi się w tulejkach wiertarskich. Wyjątek stanowią wiertarki sterowane numerycznie, na których z reguły rezygnuje się z prowadzenia narzędzi w tulejkach.
Wyszukiwarka
Podobne podstrony:
M Feld TBM459 459 10.6. Możliwości kształtowania powierzchni występujących w częściach klasy dźwigni
M Feld TBM463 463 10.6. Możliwości kształtowania powierzchni występujących w częściach klasy
M Feld TBM491 491 11.6. Możliwości kształtowania powierzchni występujących w częściach klasy korpus
M Feld TBM493 493 11.6. Możliwości kształtowania powierzchni występujących w częściach klasy korpus
M Feld TBM497 497 11.6. Możliwości kształtowania powierzchni występujących w częściach klasy korpus
M Feld TBM501 501 11.6. Możliwości kształtowania powierzchni występujących w częściach klasy korpus1
M Feld TBM505 505 11.6. Możliwości kształtowania powierzchni występujących w częściach klasy korpus
M Feld TBM507 507 11.6. Możliwości kształtowania powierzchni występujących w częściach klasy korpus
M Feld TBM509 509 11.6. Możliwości kształtowania powierzchni występujących w częściach klasy korpus
M Feld TBM511 511 11.6. Możliwości kształtowania powierzchni występujących w częściach klasy korpus
M Feld TBM383 383 9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i
M Feld TBM385 385 9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i
M Feld TBM387 387 9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i
M Feld TBM389 389 9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i
M Feld TBM391 391 9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i
M Feld TBM393 393 9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i
M Feld TBM397 9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i tar
M Feld TBM401 401 9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i
M Feld TBM403 403 9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i
więcej podobnych podstron