M Feld TBM493

493
11.6. Możliwości kształtowania powierzchni występujących w częściach klasy korpus
dokładności wymiaru, w granicach 7 + 8 klasy dokładności. Osiągana dokładność pro-stoliniowości wynosi 0,2+ 0,1 mm na długości 1 m. Dokładność tę można jeszcze zwiększyć, stosując noże o szerokości krawędzi skrawającej 15 + 40 mm. W tych warunkach można uzyskać odchyłkę od prostoliniowości nawet 0,02 mm na 1 m. Błędy prostoliniowości i płaskości występują głównie w przypadku źle dobranego przekroju trzonka narzędzia. Głównym powodem ich powstawania są odkształcenia sprężyste narzędzia w okresie wcinania się ostrza narzędzia w materiał obrabiany. Przy stosowaniu noży prostych, na skutek ugięcia narzędzia, następuje przemieszczenie wierzchołka ostrza poniżej teoretycznej płaszczyzny skrawania i wówczas na początku powierzchni obrobionej powstaje wklęsłość (rys. 11.14a). W przypadku noża wygiętego jest odwrotnie, zamiast wklęsłości powstanie wypukłość (rys. 11.14b).
1
L
|
+ zz | ||
|
_ |
_ |
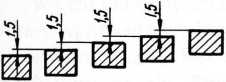
RYS. 11.15. Struganie zespołem noży zamoco- RYS. 11.16. Jednoczesne struganie nożami zamo-wanych w jednym imaku cowanymi w czterech suportach
Wadą strugania jest mała wydajność, co wynika głównie z małych prędkości skrawania i dużych strat na ruch powrotny jałowy. Wydajność można zwiększyć przez: wykorzystanie całkowitego skoku stołu, obrabianie jednocześnie kilku przedmiotów, stosowanie obróbki wielonarzędziowej (rys. 11.15), użycie wszystkich supor-tów narzędziowych (rys. 11.16) oraz stosowanie noży o dużej szerokości ostrza. Struganie można stosować nie tylko jako obróbkę zgrubną i kształtującą, ale często również jako obróbkę wykańczającą, zwłaszcza w przypadku przedmiotów dużych gabarytowo. Ten sposób obróbki nadaje się szczególnie do obróbki powierzchni długich o stosunkowo małej szerokości.
11.6.1.2. Frezowanie
Frezowanie jest obróbką znacznie bardziej wydajną, ale nieco mniej dokładną niż struganie. Zwiększenie wydajności wynika głównie z zastosowania narzędzi wieloostrzowych, jakimi są frezy. Jest to szczególnie odczuwalne przy frezowaniu powierzchni płaskich frezami czołowymi (głowicami frezowymi) o dużych średnicach,
Wyszukiwarka
Podobne podstrony:
M Feld TBM491 491 11.6. Możliwości kształtowania powierzchni występujących w częściach klasy korpus
M Feld TBM497 497 11.6. Możliwości kształtowania powierzchni występujących w częściach klasy korpus
M Feld TBM501 501 11.6. Możliwości kształtowania powierzchni występujących w częściach klasy korpus1
M Feld TBM505 505 11.6. Możliwości kształtowania powierzchni występujących w częściach klasy korpus
M Feld TBM507 507 11.6. Możliwości kształtowania powierzchni występujących w częściach klasy korpus
M Feld TBM509 509 11.6. Możliwości kształtowania powierzchni występujących w częściach klasy korpus
M Feld TBM511 511 11.6. Możliwości kształtowania powierzchni występujących w częściach klasy korpus
M Feld TBM499 11.6. Możliwości kształtowania powierzchni występujących w częściach klasy korpus499 R
M Feld TBM503 11.6. Możliwości kształtowania powierzchni występujących w częściach klasy korpus RYS.
M Feld TBM459 459 10.6. Możliwości kształtowania powierzchni występujących w częściach klasy dźwigni
M Feld TBM461 461 10.6. Możliwości kształtowania powierzchni występujących w częściach klasy dźwigni
M Feld TBM463 463 10.6. Możliwości kształtowania powierzchni występujących w częściach klasy
M Feld TBM383 383 9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i
M Feld TBM385 385 9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i
M Feld TBM387 387 9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i
M Feld TBM389 389 9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i
M Feld TBM391 391 9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i
M Feld TBM393 393 9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i
M Feld TBM397 9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i tar
więcej podobnych podstron