M Feld TBM505
505
11.6. Możliwości kształtowania powierzchni występujących w częściach klasy korpus
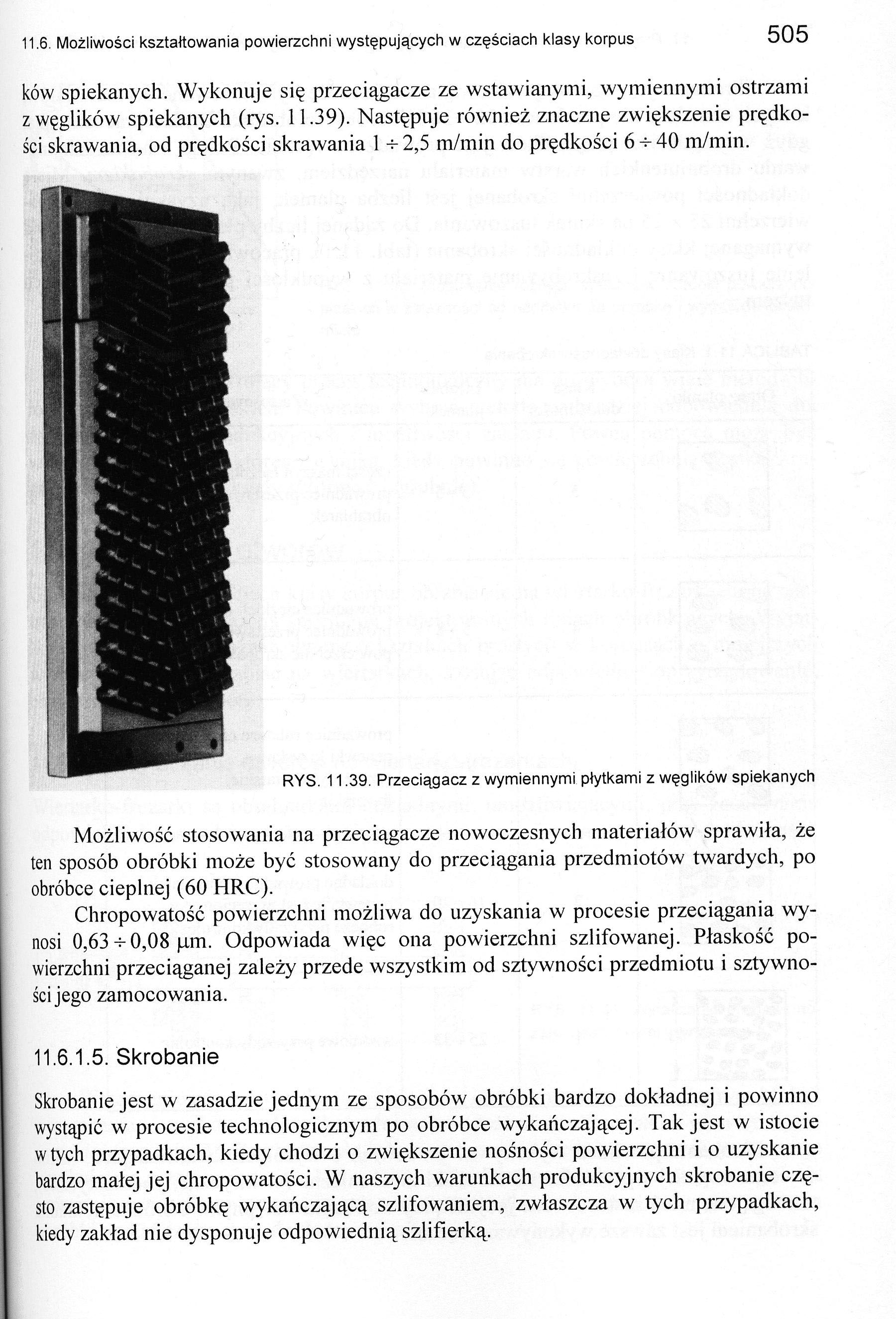
ków spiekanych. Wykonuje się przeciągacze ze wstawianymi, wymiennymi ostrzami z węglików spiekanych (rys. 1 1.39). Następuje również znaczne zwiększenie prędkości skrawania, od prędkości skrawania 1 -h 2,5 m/min do prędkości ó-r-40 m/min.
RYS. 11.39. Przeciągacz z wymiennymi płytkami z węglików spiekanych
Możliwość stosowania na przeciągacze nowoczesnych materiałów sprawiła, że ten sposób obróbki może być stosowany do przeciągania przedmiotów twardych, po obróbce cieplnej (60 HRC).
Chropowatość powierzchni możliwa do uzyskania w procesie przeciągania wynosi 0,63 -s-0,08 pm. Odpowiada więc ona powierzchni szlifowanej. Płaskość powierzchni przeciąganej zależy przede wszystkim od sztywności przedmiotu i sztywności jego zamocowania.
11.6.1.5. Skrobanie
Skrobanie jest w zasadzie jednym ze sposobów obróbki bardzo dokładnej i powinno wystąpić w procesie technologicznym po obróbce wykańczającej. Tak jest w istocie w tych przypadkach, kiedy chodzi o zwiększenie nośności powierzchni i o uzyskanie bardzo małej jej chropowatości. W naszych warunkach produkcyjnych skrobanie często zastępuje obróbkę wykańczającą szlifowaniem, zwłaszcza w tych przypadkach, kiedy zakład nie dysponuje odpowiednią szlifierką.
Wyszukiwarka
Podobne podstrony:
M Feld TBM491 491 11.6. Możliwości kształtowania powierzchni występujących w częściach klasy korpus
M Feld TBM493 493 11.6. Możliwości kształtowania powierzchni występujących w częściach klasy korpus
M Feld TBM497 497 11.6. Możliwości kształtowania powierzchni występujących w częściach klasy korpus
M Feld TBM501 501 11.6. Możliwości kształtowania powierzchni występujących w częściach klasy korpus1
M Feld TBM507 507 11.6. Możliwości kształtowania powierzchni występujących w częściach klasy korpus
M Feld TBM509 509 11.6. Możliwości kształtowania powierzchni występujących w częściach klasy korpus
M Feld TBM511 511 11.6. Możliwości kształtowania powierzchni występujących w częściach klasy korpus
M Feld TBM499 11.6. Możliwości kształtowania powierzchni występujących w częściach klasy korpus499 R
M Feld TBM503 11.6. Możliwości kształtowania powierzchni występujących w częściach klasy korpus RYS.
M Feld TBM459 459 10.6. Możliwości kształtowania powierzchni występujących w częściach klasy dźwigni
M Feld TBM461 461 10.6. Możliwości kształtowania powierzchni występujących w częściach klasy dźwigni
M Feld TBM463 463 10.6. Możliwości kształtowania powierzchni występujących w częściach klasy
M Feld TBM383 383 9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i
M Feld TBM385 385 9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i
M Feld TBM387 387 9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i
M Feld TBM389 389 9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i
M Feld TBM391 391 9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i
M Feld TBM393 393 9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i
M Feld TBM397 9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i tar
więcej podobnych podstron