M Feld TBM459
459
10.6. Możliwości kształtowania powierzchni występujących w częściach klasy dźwignia
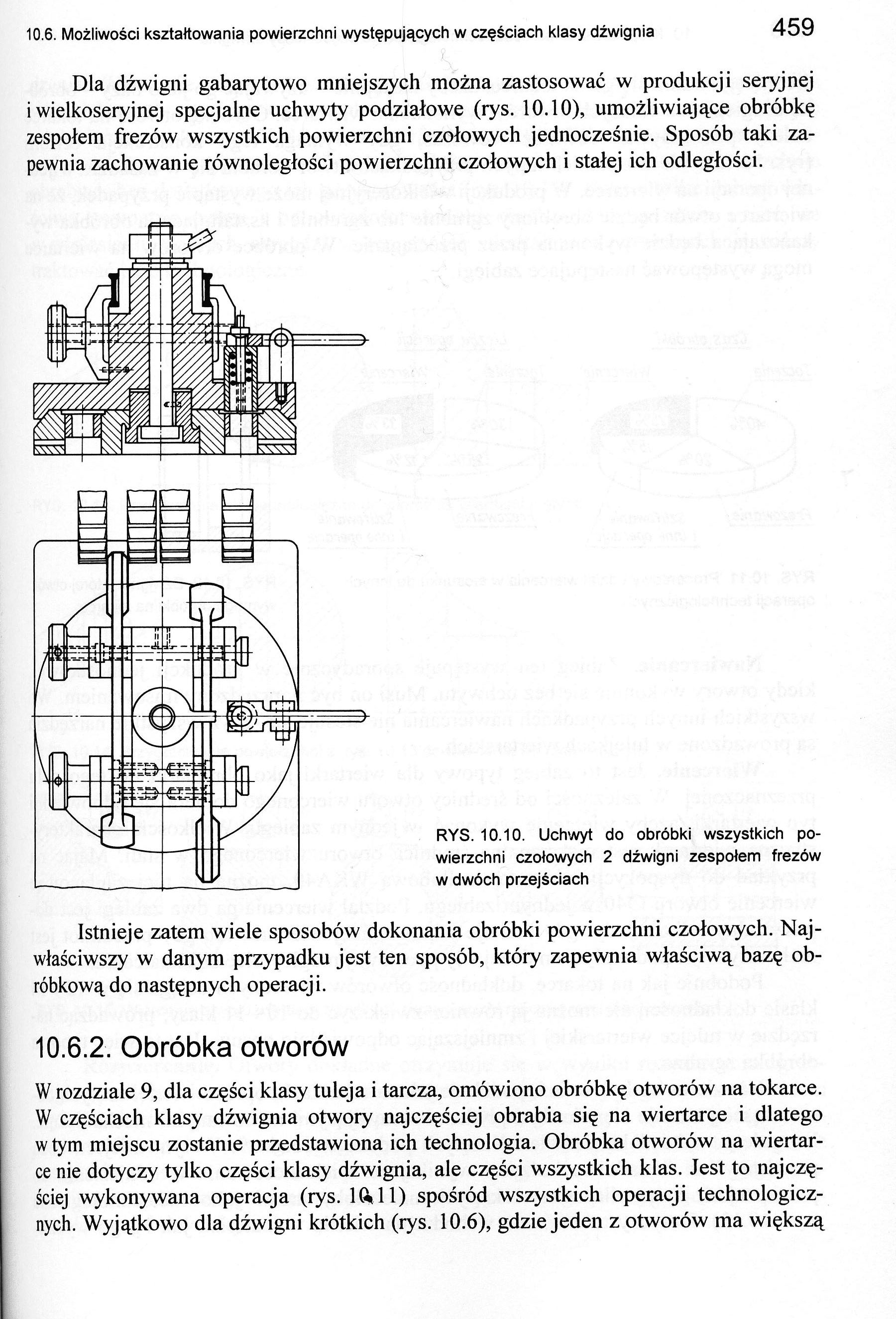
Dla dźwigni gabarytowo mniejszych można zastosować w produkcji seryjnej i wielkoseryjnej specjalne uchwyty podziałowe (rys. 10.10), umożliwiające obróbkę zespołem frezów wszystkich powierzchni czołowych jednocześnie. Sposób taki zapewnia zachowanie równoległości powierzchni czołowych i stałej ich odległości.
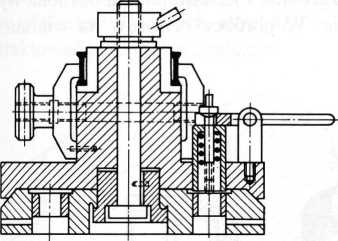
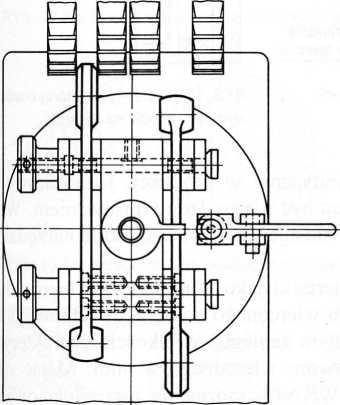
RYS. 10.10. Uchwyt do obróbki wszystkich powierzchni czołowych 2 dźwigni zespołem frezów w dwóch przejściach
Istnieje zatem wiele sposobów dokonania obróbki powierzchni czołowych. Najwłaściwszy w danym przypadku jest ten sposób, który zapewnia właściwą bazę obróbkową do następnych operacji.
10.6.2. Obróbka otworów
W rozdziale 9, dla części klasy tuleja i tarcza, omówiono obróbkę otworów na tokarce. W częściach klasy dźwignia otwory najczęściej obrabia się na wiertarce i dlatego w tym miejscu zostanie przedstawiona ich technologia. Obróbka otworów na wiertarce nie dotyczy tylko części klasy dźwignia, ale części wszystkich klas. Jest to najczęściej wykonywana operacja (rys. 1(*11) spośród wszystkich operacji technologicznych. Wyjątkowo dla dźwigni krótkich (rys. 10.6), gdzie jeden z otworów ma większą
Wyszukiwarka
Podobne podstrony:
M Feld TBM461 461 10.6. Możliwości kształtowania powierzchni występujących w częściach klasy dźwigni
M Feld TBM463 463 10.6. Możliwości kształtowania powierzchni występujących w częściach klasy
M Feld TBM491 491 11.6. Możliwości kształtowania powierzchni występujących w częściach klasy korpus
M Feld TBM493 493 11.6. Możliwości kształtowania powierzchni występujących w częściach klasy korpus
M Feld TBM497 497 11.6. Możliwości kształtowania powierzchni występujących w częściach klasy korpus
M Feld TBM501 501 11.6. Możliwości kształtowania powierzchni występujących w częściach klasy korpus1
M Feld TBM505 505 11.6. Możliwości kształtowania powierzchni występujących w częściach klasy korpus
M Feld TBM507 507 11.6. Możliwości kształtowania powierzchni występujących w częściach klasy korpus
M Feld TBM509 509 11.6. Możliwości kształtowania powierzchni występujących w częściach klasy korpus
M Feld TBM511 511 11.6. Możliwości kształtowania powierzchni występujących w częściach klasy korpus
M Feld TBM383 383 9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i
M Feld TBM385 385 9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i
M Feld TBM387 387 9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i
M Feld TBM389 389 9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i
M Feld TBM391 391 9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i
M Feld TBM393 393 9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i
M Feld TBM397 9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i tar
M Feld TBM401 401 9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i
M Feld TBM403 403 9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i
więcej podobnych podstron