M Feld TBM507
507
11.6. Możliwości kształtowania powierzchni występujących w częściach klasy korpus
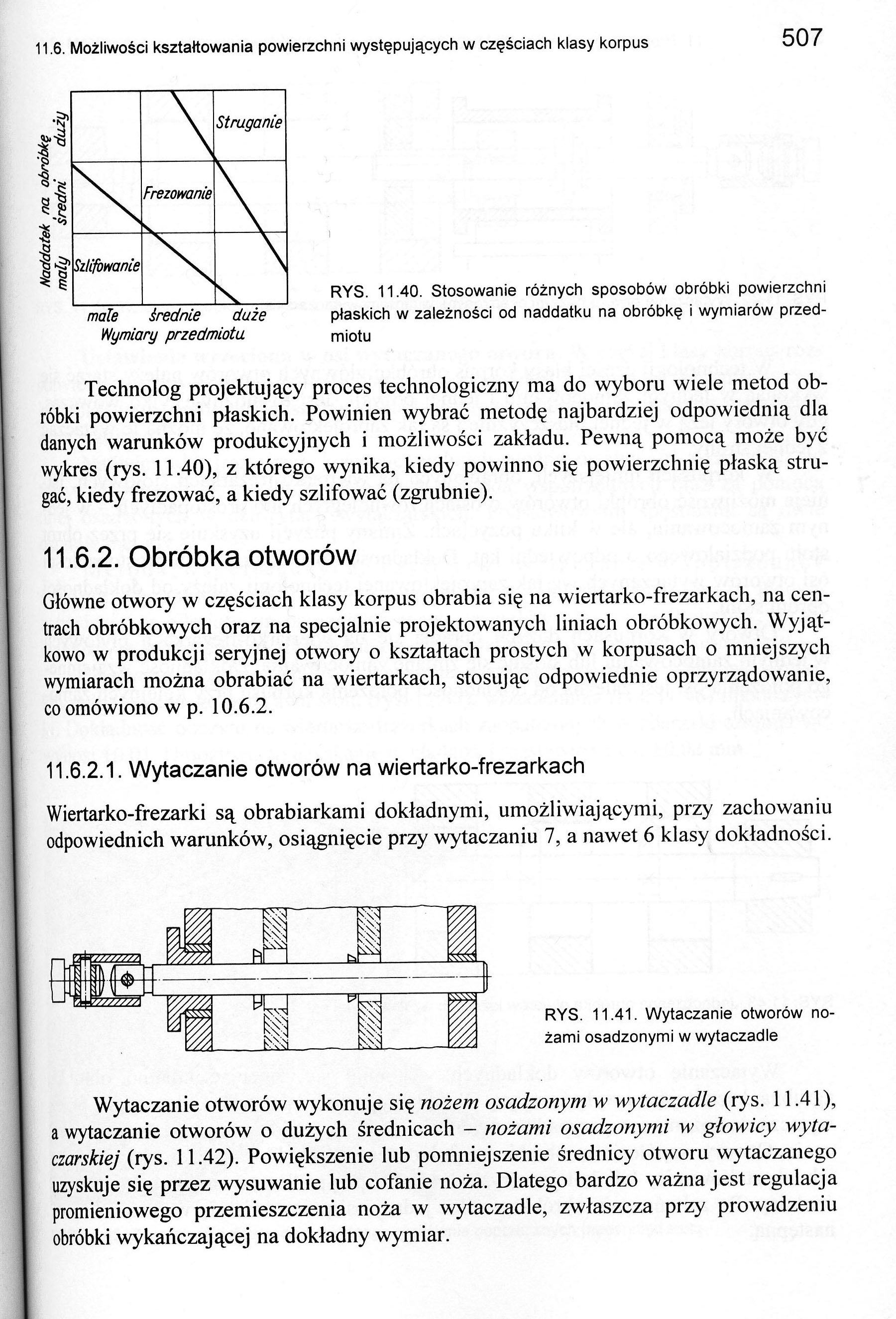
małe średnie duże Wymiary przedmiotu
RYS. 11.40. Stosowanie różnych sposobów obróbki powierzchni płaskich w zależności od naddatku na obróbkę i wymiarów przedmiotu
Technolog projektujący proces technologiczny ma do wyboru wiele metod obróbki powierzchni płaskich. Powinien wybrać metodę najbardziej odpowiednią dla danych warunków produkcyjnych i możliwości zakładu. Pewną pomocą może być wykres (rys. 11.40), z którego wynika, kiedy powinno się powierzchnię płaską strugać, kiedy frezować, a kiedy szlifować (zgrubnie).
11.6.2. Obróbka otworów
Główne otwory w częściach klasy korpus obrabia się na wiertarko-frezarkach, na centrach obróbkowych oraz na specjalnie projektowanych liniach obróbkowych. Wyjątkowo w produkcji seryjnej otwory o kształtach prostych w korpusach o mniejszych wymiarach można obrabiać na wiertarkach, stosując odpowiednie oprzyrządowanie, co omówiono w p. 10.6.2.
11.6.2.1. Wytaczanie otworów na wiertarko-frezarkach
Wiertarko-frezarki są obrabiarkami dokładnymi, umożliwiającymi, przy zachowaniu odpowiednich warunków, osiągnięcie przy wytaczaniu 7, a nawet 6 klasy dokładności.
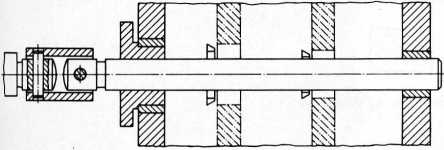
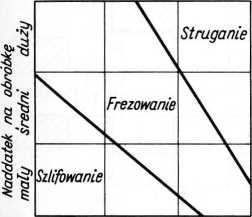
RYS. 11.41. Wytaczanie otworów nożami osadzonymi w wytaczadle
Wytaczanie otworów wykonuje się nożem osadzonym w wytaczadle (rys. 11.41), a wytaczanie otworów o dużych średnicach - nożami osadzonymi w głowicy wy tatarskiej (rys. 11.42). Powiększenie lub pomniejszenie średnicy otworu wytaczanego uzyskuje się przez wysuwanie lub cofanie noża. Dlatego bardzo ważna jest regulacja promieniowego przemieszczenia noża w wytaczadle, zwłaszcza przy prowadzeniu obróbki wykańczającej na dokładny wymiar.
Wyszukiwarka
Podobne podstrony:
M Feld TBM491 491 11.6. Możliwości kształtowania powierzchni występujących w częściach klasy korpus
M Feld TBM493 493 11.6. Możliwości kształtowania powierzchni występujących w częściach klasy korpus
M Feld TBM497 497 11.6. Możliwości kształtowania powierzchni występujących w częściach klasy korpus
M Feld TBM501 501 11.6. Możliwości kształtowania powierzchni występujących w częściach klasy korpus1
M Feld TBM505 505 11.6. Możliwości kształtowania powierzchni występujących w częściach klasy korpus
M Feld TBM509 509 11.6. Możliwości kształtowania powierzchni występujących w częściach klasy korpus
M Feld TBM511 511 11.6. Możliwości kształtowania powierzchni występujących w częściach klasy korpus
M Feld TBM499 11.6. Możliwości kształtowania powierzchni występujących w częściach klasy korpus499 R
M Feld TBM503 11.6. Możliwości kształtowania powierzchni występujących w częściach klasy korpus RYS.
M Feld TBM459 459 10.6. Możliwości kształtowania powierzchni występujących w częściach klasy dźwigni
M Feld TBM461 461 10.6. Możliwości kształtowania powierzchni występujących w częściach klasy dźwigni
M Feld TBM463 463 10.6. Możliwości kształtowania powierzchni występujących w częściach klasy
M Feld TBM383 383 9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i
M Feld TBM385 385 9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i
M Feld TBM387 387 9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i
M Feld TBM389 389 9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i
M Feld TBM391 391 9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i
M Feld TBM393 393 9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i
M Feld TBM397 9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i tar
więcej podobnych podstron