M Feld TBM390
390
9. Projektowanie procesu technologicznego części klasy tuleja i tarcza
9.6.1.2. Obróbka kształtująca i wykańczająca otworów
W częściach klasy tuleja i tarcza otwory dokładne obrabia się przez:
- rozwiercanie,
- wytaczanie,
- przeciąganie,
- szlifowanie,
- wiercenie na obrabiarkach do długich otworów.
Wybór sposobu obróbki będzie zależał: od klasy wykonania otworu i wymaganej chropowatości powierzchni, od wielkości otworu i wielkości produkcji.
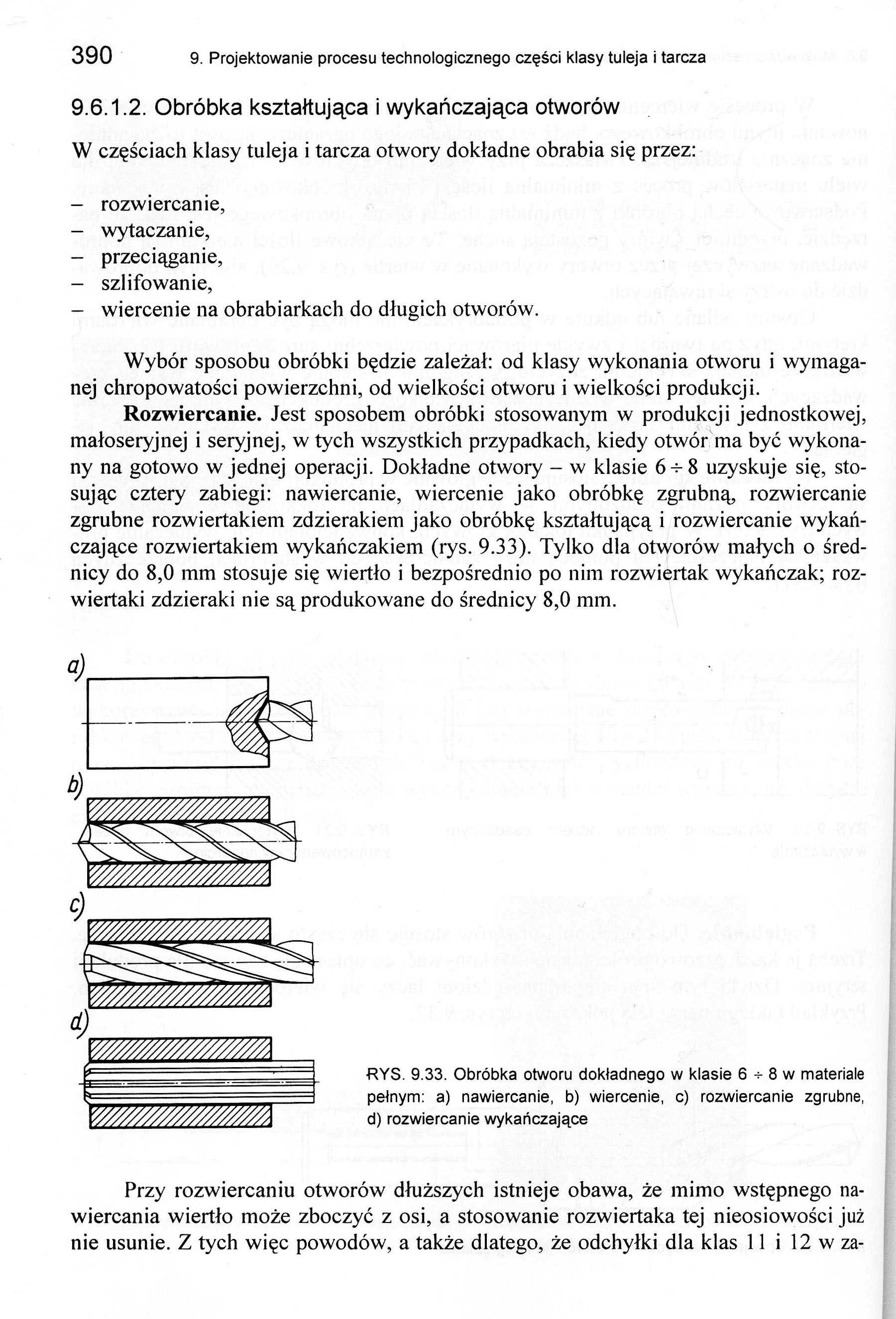
Rozwiercanie. Jest sposobem obróbki stosowanym w produkcji jednostkowej, małoseryjnej i seryjnej, w tych wszystkich przypadkach, kiedy otwór ma być wykonany na gotowo w jednej operacji. Dokładne otwory - w klasie 6 + 8 uzyskuje się, stosując cztery zabiegi: nawiercanie, wiercenie jako obróbkę zgrubną, rozwiercanie zgrubne rozwiertakiem zdzierakiem jako obróbkę kształtującą i rozwiercanie wykańczające rozwiertakiem wykańczakiem (rys. 9.33). Tylko dla otworów małych o średnicy do 8,0 mm stosuje się wiertło i bezpośrednio po nim rozwiertak wykańczak; roz-wiertaki zdzieraki nie są produkowane do średnicy 8,0 mm.
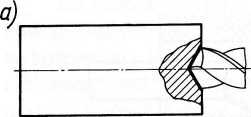
RYS. 9.33. Obróbka otworu dokładnego w klasie 6+8w materiale pełnym: a) nawiercanie, b) wiercenie, c) rozwiercanie zgrubne, d) rozwiercanie wykańczające
Przy rozwiercaniu otworów dłuższych istnieje obawa, że mimo wstępnego nawiercania wiertło może zboczyć z osi, a stosowanie rozwiertaka tej nieosiowości już nie usunie. Z tych więc powodów, a także dlatego, że odchyłki dla klas 11 i 12 w za-
Wyszukiwarka
Podobne podstrony:
M Feld TBM374 374 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza Ra2^^RaO,6^
M Feld TBM376 376 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza - &nb
M Feld TBM380 380 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza9.5. Ramowe
M Feld TBM382 382 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza 7) &n
M Feld TBM386 386 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza wiertła z o
M Feld TBM388 388 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza W RYS. 9.26
M Feld TBM392 392 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza TABLICA 9.1
M Feld TBM394 394 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza leży zalicz
M Feld TBM398 398 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza Trudności s
M Feld TBM400 400 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza wa bardzo k
M Feld TBM402 402 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza Prędkość gł
M Feld TBM404 404 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza zmywanie z
M Feld TBM406 406 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza z czynnym p
M Feld TBM408 408 9. Projektowanie procesu technologicznego części klasy tuleja i tarczaObróbka plas
M Feld TBM410 410 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza9.6.2. Techn
M Feld TBM412 412 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza Połączenia
M Feld TBM414 414 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza TABLICA 9.4
M Feld TBM416 416 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza TABLICA 9.4
M Feld TBM418 418 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza RYS. 9.70.
więcej podobnych podstron