M Feld TBM398
398
9. Projektowanie procesu technologicznego części klasy tuleja i tarcza
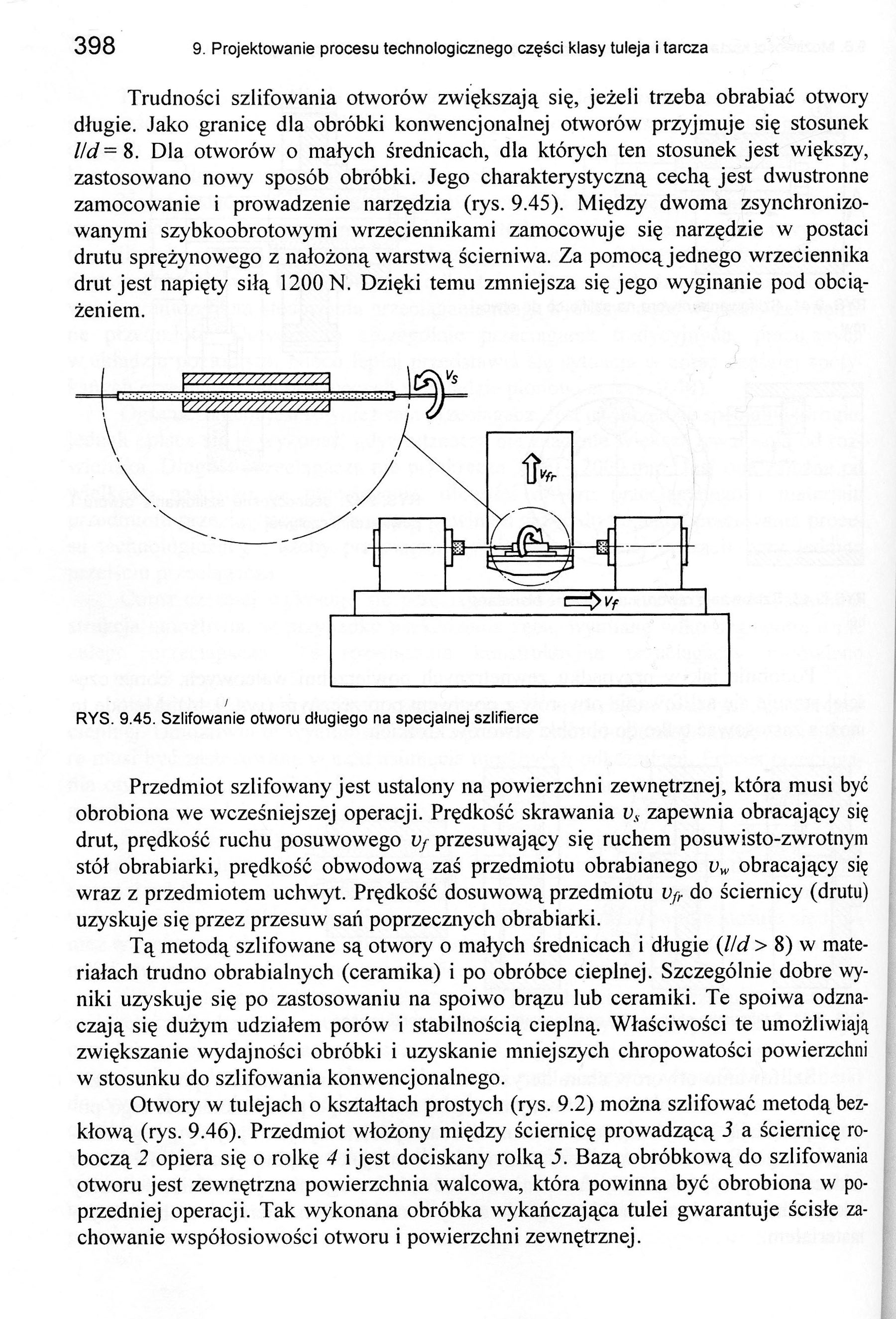
Trudności szlifowania otworów zwiększają się, jeżeli trzeba obrabiać otwory długie. Jako granicę dla obróbki konwencjonalnej otworów przyjmuje się stosunek Ud = 8. Dla otworów o małych średnicach, dla których ten stosunek jest większy, zastosowano nowy sposób obróbki. Jego charakterystyczną cechą jest dwustronne zamocowanie i prowadzenie narzędzia (rys. 9.45). Między dwoma zsynchronizowanymi szybkoobrotowymi wrzeciennikami zamocowuje się narzędzie w postaci drutu sprężynowego z nałożoną warstwą ścierniwa. Za pomocą jednego wrzeciennika drut jest napięty siłą 1200 N. Dzięki temu zmniejsza się jego wyginanie pod obciążeniem.
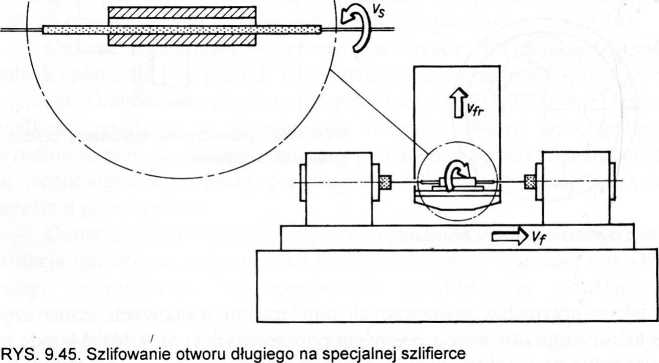
Przedmiot szlifowany jest ustalony na powierzchni zewnętrznej, która musi być obrobiona we wcześniejszej operacji. Prędkość skrawania vs zapewnia obracający się drut, prędkość ruchu posuwowego ty przesuwający się ruchem posuwisto-zwrotnym stół obrabiarki, prędkość obwodową zaś przedmiotu obrabianego vw obracający się wraz z przedmiotem uchwyt. Prędkość dosuwową przedmiotu vjr do ściernicy (drutu) uzyskuje się przez przesuw sań poprzecznych obrabiarki.
Tą metodą szlifowane są otwory o małych średnicach i długie (lid > 8) w materiałach trudno obrabialnych (ceramika) i po obróbce cieplnej. Szczególnie dobre wyniki uzyskuje się po zastosowaniu na spoiwo brązu lub ceramiki. Te spoiwa odznaczają się dużym udziałem porów i stabilnością cieplną. Właściwości te umożliwiają zwiększanie wydajności obróbki i uzyskanie mniejszych chropowatości powierzchni w stosunku do szlifowania konwencjonalnego.
Otwory w tulejach o kształtach prostych (rys. 9.2) można szlifować metodą bez-kłową (rys. 9.46). Przedmiot włożony między ściernicę prowadzącą 3 a ściernicę roboczą 2 opiera się o rolkę 4 i jest dociskany rolką 5. Bazą obróbkową do szlifowania otworu jest zewnętrzna powierzchnia walcowa, która powinna być obrobiona w poprzedniej operacji. Tak wykonana obróbka wykańczająca tulei gwarantuje ścisłe zachowanie współosiowości otworu i powierzchni zewnętrznej.
Wyszukiwarka
Podobne podstrony:
M Feld TBM374 374 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza Ra2^^RaO,6^
M Feld TBM376 376 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza - &nb
M Feld TBM380 380 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza9.5. Ramowe
M Feld TBM382 382 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza 7) &n
M Feld TBM386 386 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza wiertła z o
M Feld TBM388 388 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza W RYS. 9.26
M Feld TBM390 390 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza9.6.1.2. Obr
M Feld TBM392 392 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza TABLICA 9.1
M Feld TBM394 394 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza leży zalicz
M Feld TBM400 400 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza wa bardzo k
M Feld TBM402 402 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza Prędkość gł
M Feld TBM404 404 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza zmywanie z
M Feld TBM406 406 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza z czynnym p
M Feld TBM408 408 9. Projektowanie procesu technologicznego części klasy tuleja i tarczaObróbka plas
M Feld TBM410 410 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza9.6.2. Techn
M Feld TBM412 412 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza Połączenia
M Feld TBM414 414 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza TABLICA 9.4
M Feld TBM416 416 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza TABLICA 9.4
M Feld TBM418 418 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza RYS. 9.70.
więcej podobnych podstron