M Feld TBM402
402
9. Projektowanie procesu technologicznego części klasy tuleja i tarcza
Prędkość gładzenia jest zdefiniowana wzorem
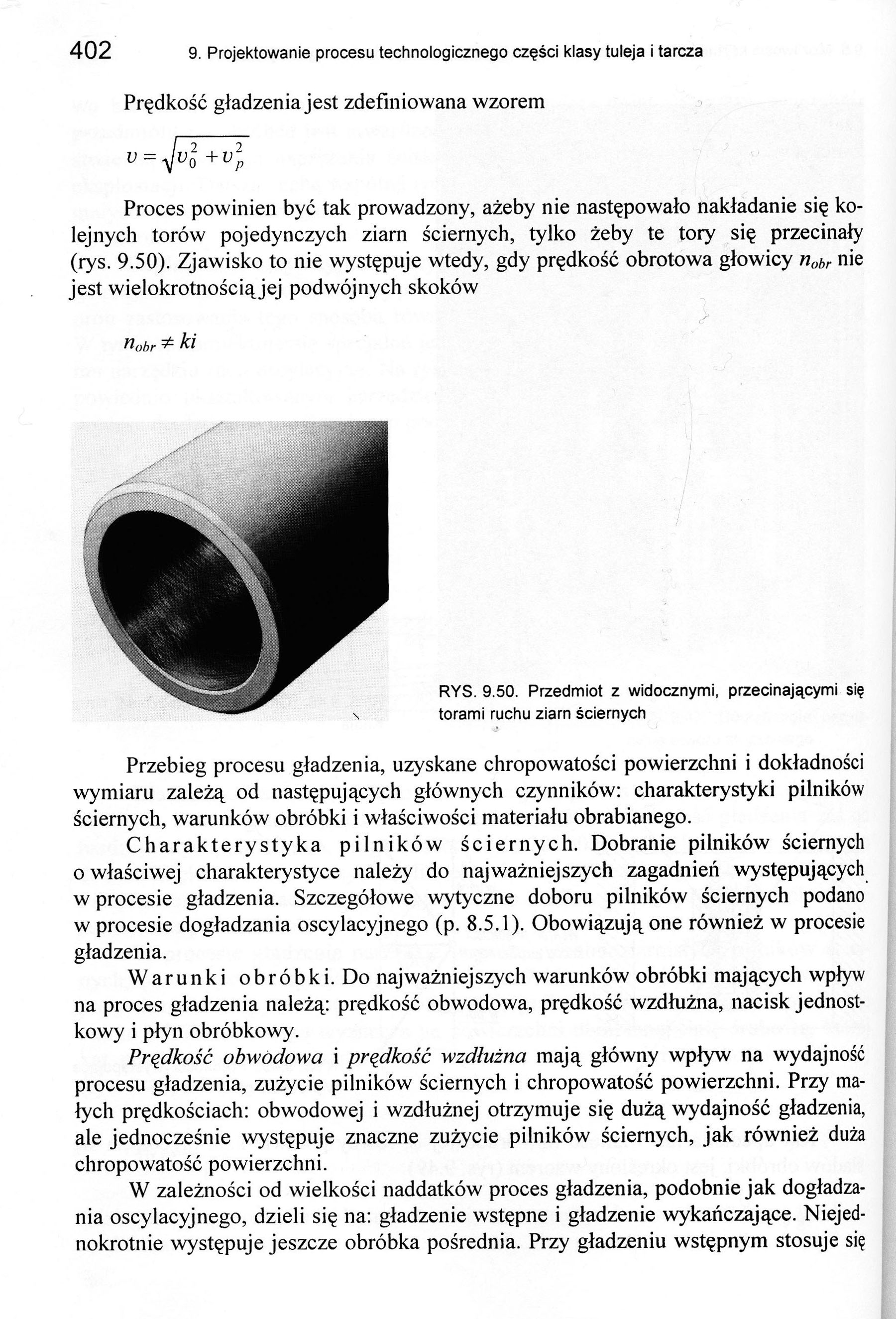
Proces powinien być tak prowadzony, ażeby nie następowało nakładanie się kolejnych torów pojedynczych ziam ściernych, tylko żeby te tory się przecinały (rys. 9.50). Zjawisko to nie występuje wtedy, gdy prędkość obrotowa głowicy nohr nie jest wielokrotnościąjej podwójnych skoków
n„hr * ki

\
RYS. 9.50. Przedmiot z widocznymi, przecinającymi się torami ruchu ziam ściernych
Przebieg procesu gładzenia, uzyskane chropowatości powierzchni i dokładności wymiaru zależą od następujących głównych czynników: charakterystyki pilników ściernych, warunków obróbki i właściwości materiału obrabianego.
Charakterystyka pilników ściernych. Dobranie pilników ściernych o właściwej charakterystyce należy do najważniejszych zagadnień występujących w procesie gładzenia. Szczegółowe wytyczne doboru pilników ściernych podano w procesie dogładzania oscylacyjnego (p. 8.5.1). Obowiązują one również w procesie gładzenia.
Warunki obróbki. Do najważniejszych warunków obróbki mających wpływ na proces gładzenia należą: prędkość obwodowa, prędkość wzdłużna, nacisk jednostkowy i płyn obróbkowy.
Prędkość obwodowa i prędkość wzdłużna mają główny wpływ na wydajność procesu gładzenia, zużycie pilników ściernych i chropowatość powierzchni. Przy małych prędkościach: obwodowej i wzdłużnej otrzymuje się dużą wydajność gładzenia, ale jednocześnie występuje znaczne zużycie pilników ściernych, jak również duża chropowatość powierzchni.
W zależności od wielkości naddatków proces gładzenia, podobnie jak dogładzania oscylacyjnego, dzieli się na: gładzenie wstępne i gładzenie wykańczające. Niejednokrotnie występuje jeszcze obróbka pośrednia. Przy gładzeniu wstępnym stosuje się
Wyszukiwarka
Podobne podstrony:
M Feld TBM374 374 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza Ra2^^RaO,6^
M Feld TBM376 376 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza - &nb
M Feld TBM380 380 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza9.5. Ramowe
M Feld TBM382 382 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza 7) &n
M Feld TBM386 386 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza wiertła z o
M Feld TBM388 388 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza W RYS. 9.26
M Feld TBM390 390 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza9.6.1.2. Obr
M Feld TBM392 392 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza TABLICA 9.1
M Feld TBM394 394 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza leży zalicz
M Feld TBM398 398 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza Trudności s
M Feld TBM400 400 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza wa bardzo k
M Feld TBM404 404 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza zmywanie z
M Feld TBM406 406 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza z czynnym p
M Feld TBM408 408 9. Projektowanie procesu technologicznego części klasy tuleja i tarczaObróbka plas
M Feld TBM410 410 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza9.6.2. Techn
M Feld TBM412 412 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza Połączenia
M Feld TBM414 414 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza TABLICA 9.4
M Feld TBM416 416 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza TABLICA 9.4
M Feld TBM418 418 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza RYS. 9.70.
więcej podobnych podstron