M Feld TBM374
374
9. Projektowanie procesu technologicznego części klasy tuleja i tarcza
Ra2^^RaO,6^\
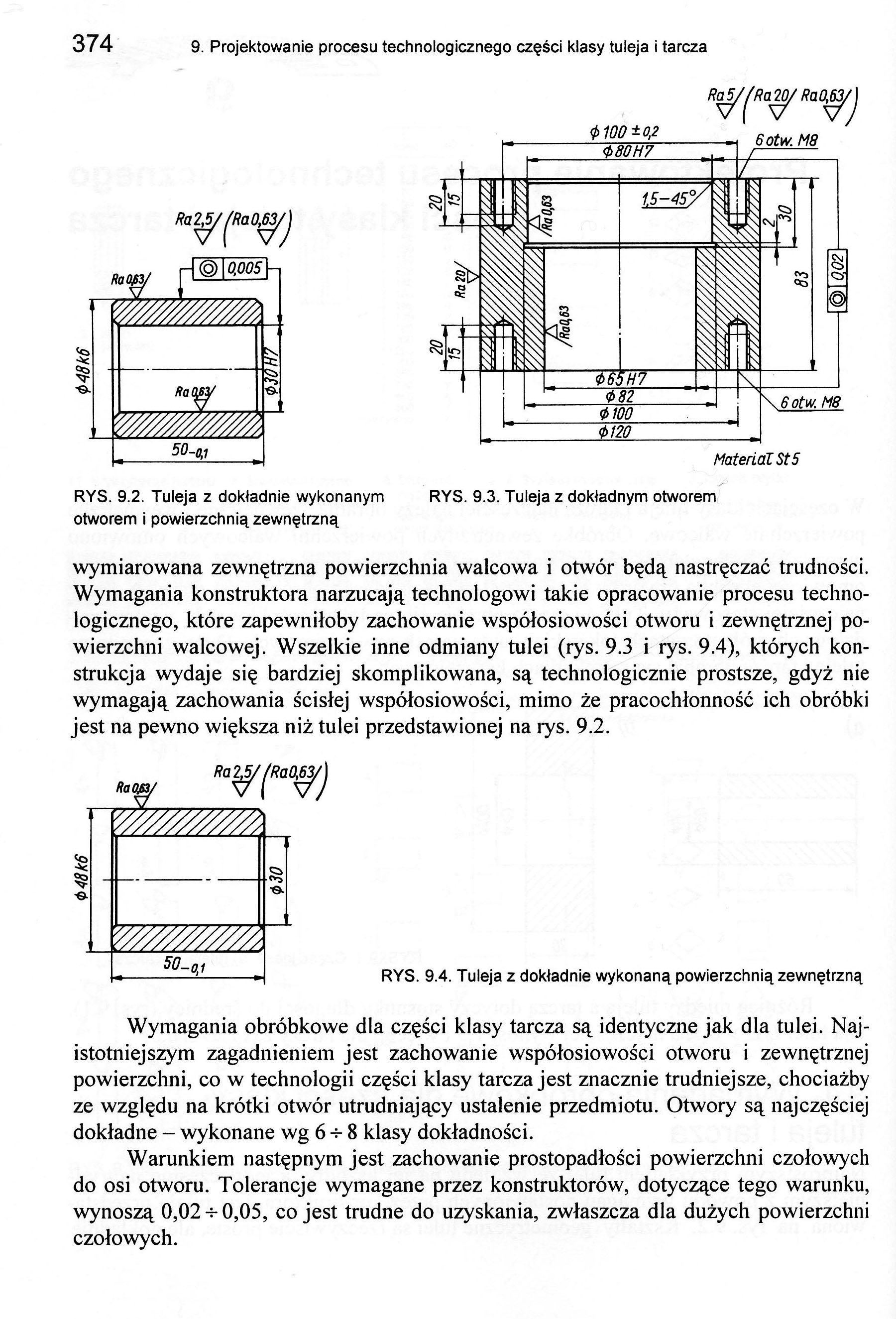
RYS. 9.2. Tuleja z dokładnie wykonanym otworem i powierzchnią zewnętrzną
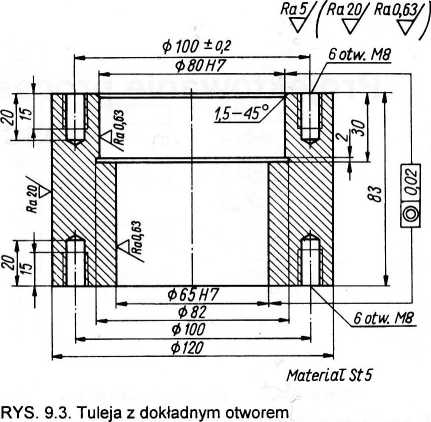
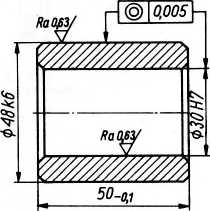
wymiarowana zewnętrzna powierzchnia walcowa i otwór będą nastręczać trudności. Wymagania konstruktora narzucają technologowi takie opracowanie procesu technologicznego, które zapewniłoby zachowanie współosiowości otworu i zewnętrznej powierzchni walcowej. Wszelkie inne odmiany tulei (rys. 9.3 i rys. 9.4), których konstrukcja wydaje się bardziej skomplikowana, są technologicznie prostsze, gdyż nie wymagają zachowania ścisłej współosiowości, mimo że pracochłonność ich obróbki jest na pewno większa niż tulei przedstawionej na rys. 9.2.
Ral5//RaOM/\ RaO*/ V ( V J
|
W/////////A | ||
|
w//mm | ||
|
50 -0,1 |
RYS. 9.4. Tuleja z dokładnie wykonaną powierzchnią zewnętrzną
Wymagania obróbkowe dla części klasy tarcza są identyczne jak dla tulei. Najistotniejszym zagadnieniem jest zachowanie współosiowości otworu i zewnętrznej powierzchni, co w technologii części klasy tarcza jest znacznie trudniejsze, chociażby ze względu na krótki otwór utrudniający ustalenie przedmiotu. Otwory są najczęściej dokładne - wykonane wg 6 + 8 klasy dokładności.
Warunkiem następnym jest zachowanie prostopadłości powierzchni czołowych do osi otworu. Tolerancje wymagane przez konstruktorów, dotyczące tego warunku, wynoszą 0,02 + 0,05, co jest trudne do uzyskania, zwłaszcza dla dużych powierzchni czołowych.
Wyszukiwarka
Podobne podstrony:
M Feld TBM298 298 8. Projektowanie procesu technologicznego części klasy wał Dogładzanie oscylacyjne
M Feld TBM376 376 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza - &nb
M Feld TBM380 380 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza9.5. Ramowe
M Feld TBM382 382 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza 7) &n
M Feld TBM386 386 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza wiertła z o
M Feld TBM388 388 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza W RYS. 9.26
M Feld TBM390 390 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza9.6.1.2. Obr
M Feld TBM392 392 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza TABLICA 9.1
M Feld TBM394 394 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza leży zalicz
M Feld TBM398 398 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza Trudności s
M Feld TBM400 400 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza wa bardzo k
M Feld TBM402 402 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza Prędkość gł
M Feld TBM404 404 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza zmywanie z
M Feld TBM406 406 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza z czynnym p
M Feld TBM408 408 9. Projektowanie procesu technologicznego części klasy tuleja i tarczaObróbka plas
M Feld TBM410 410 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza9.6.2. Techn
M Feld TBM412 412 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza Połączenia
M Feld TBM414 414 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza TABLICA 9.4
M Feld TBM416 416 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza TABLICA 9.4
więcej podobnych podstron