M Feld TBM376
376
9. Projektowanie procesu technologicznego części klasy tuleja i tarcza
- W produkcji seryjnej i wielkoseryjnej tuleje i tarcze o niedużych gabarytowo wymiarach powinny być wykonywane z pręta na tokarkach - wielonarzędziowych lub automatach tokarskich. Należy tak zaprojektować powierzchnie zewnętrzne, aby istniała możliwość ich obróbki, po wysunięciu pręta. W ten sposób po odcięciu uzyskuje się gotowy przedmiot.
- Dla tarcz gabarytowo dużych, których obróbkę przewiduje się na tokarkach karuzelowych, należy przewidzieć obróbkę powierzchni czołowych, w celu stworzenia bazy do jednoznacznego podparcia przedmiotu na obrabiarce.
Niewątpliwie najważniejsze dla części klasy tuleja i tarcza jest poprawne zaprojektowanie otworu, zwłaszcza otworu stopniowanego, aby istniała możliwość jego dokładnego wykonania w jednym zamocowaniu. Na rysunku 9.6 przedstawiono bardzo często spotykaną tuleję z dwoma dokładnie wykonanymi otworami pod łożyska, podzielonymi w części środkowej odsądzeniem o mniejszej średnicy. Otwory te oczywiście muszą być dokładnie współosiowe, co można osiągnąć za pomocą obróbki wykańczającej drugiego otworu w specjalnym uchwycie z bazowaniem na otworze pierwszym, już dokładnie wykonanym. Jest to rozwiązanie nietechnologiczne (rys. 9.6a). Dwa następne rozwiązania (rys. 9.6b i c) należy uznać za technologiczne, gdyż istnieje możliwość wykonania dokładnego otworu z jednego zamocowania.
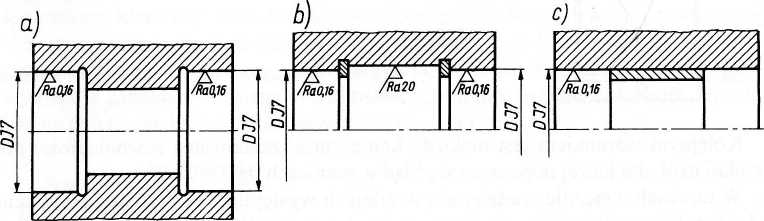
RYS. 9.6. Rozwiązanie konstrukcyjne tulei z dwustronnie dokładnymi otworami: a) konstrukcja nietechnolo-giczna, b) i c) konstrukcja technologiczna
Tuleje z otworami mniejszymi niż 30 mm wykonuje się z reguły z materiałów prętowych. Jeżeli projektuje się tuleję z kołnierzem (rys. 9.7), to należy projektować kołnierz o możliwie najmniejszej średnicy, aby zmniejszyć straty materiału.
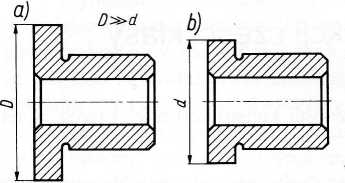
RYS. 9.7. Tuleja z kołnierzem: a) konstrukcja nietechnologiczna, b) konstrukcja technologiczna
Wyszukiwarka
Podobne podstrony:
M Feld TBM374 374 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza Ra2^^RaO,6^
M Feld TBM380 380 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza9.5. Ramowe
M Feld TBM382 382 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza 7) &n
M Feld TBM386 386 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza wiertła z o
M Feld TBM388 388 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza W RYS. 9.26
M Feld TBM390 390 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza9.6.1.2. Obr
M Feld TBM392 392 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza TABLICA 9.1
M Feld TBM394 394 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza leży zalicz
M Feld TBM398 398 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza Trudności s
M Feld TBM400 400 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza wa bardzo k
M Feld TBM402 402 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza Prędkość gł
M Feld TBM404 404 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza zmywanie z
M Feld TBM406 406 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza z czynnym p
M Feld TBM408 408 9. Projektowanie procesu technologicznego części klasy tuleja i tarczaObróbka plas
M Feld TBM410 410 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza9.6.2. Techn
M Feld TBM412 412 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza Połączenia
M Feld TBM414 414 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza TABLICA 9.4
M Feld TBM416 416 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza TABLICA 9.4
M Feld TBM418 418 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza RYS. 9.70.
więcej podobnych podstron