M Feld TBM412
412
9. Projektowanie procesu technologicznego części klasy tuleja i tarcza
Połączenia wielowypustowe mogą być ustalone na powierzchniach zewnętrznych wału i zewnętrznych otworu. Obecnie będą rozważane te dwa środkowania z punktu widzenia obróbki wykańczającej powierzchni ustalających po obróbce cieplnej.
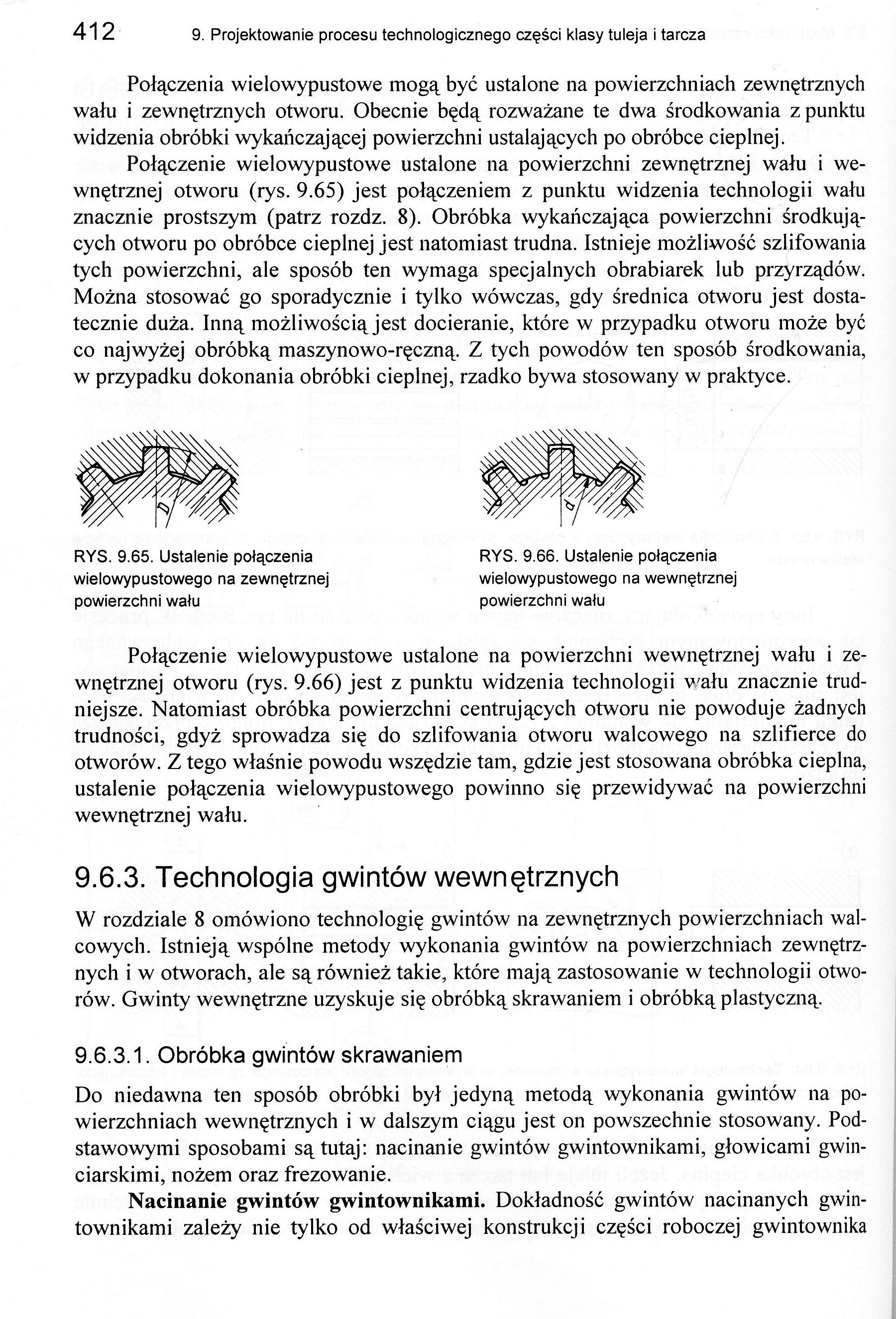
Połączenie wielowypustowe ustalone na powierzchni zewnętrznej wału i wewnętrznej otworu (rys. 9.65) jest połączeniem z punktu widzenia technologii wału znacznie prostszym (patrz rozdz. 8). Obróbka wykańczająca powierzchni środkujących otworu po obróbce cieplnej jest natomiast trudna. Istnieje możliwość szlifowania tych powierzchni, ale sposób ten wymaga specjalnych obrabiarek lub przyrządów. Można stosować go sporadycznie i tylko wówczas, gdy średnica otworu jest dostatecznie duża. Inną możliwością jest docieranie, które w przypadku otworu może być co najwyżej obróbką maszynowo-ręczną. Z tych powodów ten sposób środkowania, w przypadku dokonania obróbki cieplnej, rzadko bywa stosowany w praktyce.
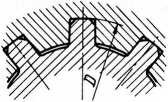
RYS. 9.65. Ustalenie połączenia RYS. 9.66. Ustalenie połączenia
wielowypustowego na zewnętrznej wielowypustowego na wewnętrznej
powierzchni wału powierzchni wału
Połączenie wielowypustowe ustalone na powierzchni wewnętrznej wału i zewnętrznej otworu (rys. 9.66) jest z punktu widzenia technologii wału znacznie trudniejsze. Natomiast obróbka powierzchni centrujących otworu nie powoduje żadnych trudności, gdyż sprowadza się do szlifowania otworu walcowego na szlifierce do otworów. Z tego właśnie powodu wszędzie tam, gdzie jest stosowana obróbka cieplna, ustalenie połączenia wielowypustowego powinno się przewidywać na powierzchni wewnętrznej wału.
9.6.3. Technologia gwintów wewnętrznych
W rozdziale 8 omówiono technologię gwintów na zewnętrznych powierzchniach walcowych. Istnieją wspólne metody wykonania gwintów na powierzchniach zewnętrznych i w otworach, ale są również takie, które mają zastosowanie w technologii otworów. Gwinty wewnętrzne uzyskuje się obróbką skrawaniem i obróbką plastyczną.
9.6.3.1. Obróbka gwintów skrawaniem
Do niedawna ten sposób obróbki był jedyną metodą wykonania gwintów na powierzchniach wewnętrznych i w dalszym ciągu jest on powszechnie stosowany. Podstawowymi sposobami są tutaj: nacinanie gwintów gwintownikami, głowicami gwinciarskimi, nożem oraz frezowanie.
Nacinanie gwintów gwintownikami. Dokładność gwintów nacinanych gwintownikami zależy nie tylko od właściwej konstrukcji części roboczej gwintownika
Wyszukiwarka
Podobne podstrony:
M Feld TBM374 374 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza Ra2^^RaO,6^
M Feld TBM376 376 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza - &nb
M Feld TBM380 380 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza9.5. Ramowe
M Feld TBM382 382 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza 7) &n
M Feld TBM386 386 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza wiertła z o
M Feld TBM388 388 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza W RYS. 9.26
M Feld TBM390 390 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza9.6.1.2. Obr
M Feld TBM392 392 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza TABLICA 9.1
M Feld TBM394 394 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza leży zalicz
M Feld TBM398 398 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza Trudności s
M Feld TBM400 400 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza wa bardzo k
M Feld TBM402 402 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza Prędkość gł
M Feld TBM404 404 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza zmywanie z
M Feld TBM406 406 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza z czynnym p
M Feld TBM408 408 9. Projektowanie procesu technologicznego części klasy tuleja i tarczaObróbka plas
M Feld TBM410 410 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza9.6.2. Techn
M Feld TBM414 414 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza TABLICA 9.4
M Feld TBM416 416 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza TABLICA 9.4
M Feld TBM418 418 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza RYS. 9.70.
więcej podobnych podstron