M Feld TBM408
408
9. Projektowanie procesu technologicznego części klasy tuleja i tarcza
Obróbka plastyczna
Metoda nagniatania, powszechnie stosowana do obróbki zewnętrznych powierzchni walcowych, znajduje coraz częściej zastosowanie do obróbki otworów.
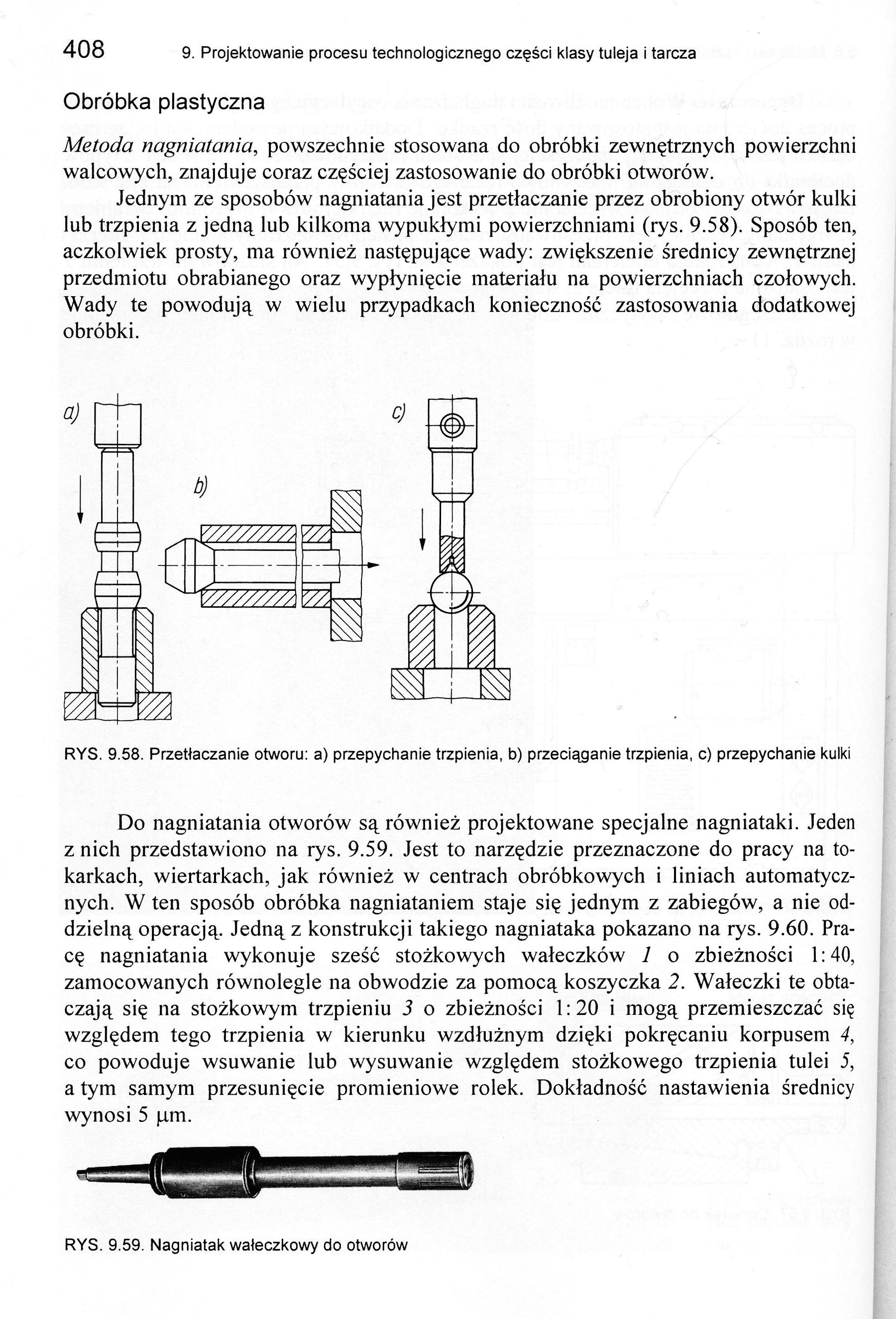
Jednym ze sposobów nagniatania jest przetłaczanie przez obrobiony otwór kulki lub trzpienia z jedną lub kilkoma wypukłymi powierzchniami (rys. 9.58). Sposób ten, aczkolwiek prosty, ma również następujące wady: zwiększenie średnicy zewnętrznej przedmiotu obrabianego oraz wypłynięcie materiału na powierzchniach czołowych. Wady te powodują w wielu przypadkach konieczność zastosowania dodatkowej obróbki.
a)
b)
Y///////A
|
i J rrr |
A | ||||||||
|
I |
1 |
1 |
1 | ||||||
|
$ |
AA |
-4 |
a | ||||||
RYS. 9.58. Przetłaczanie otworu: a) przepychanie trzpienia, b) przeciąganie trzpienia, c) przepychanie kulki
Do nagniatania otworów są również projektowane specjalne nagniataki. Jeden z nich przedstawiono na rys. 9.59. Jest to narzędzie przeznaczone do pracy na tokarkach, wiertarkach, jak również w centrach obróbkowych i liniach automatycznych. W ten sposób obróbka nagniataniem staje się jednym z zabiegów, a nie oddzielną operacją. Jedną z konstrukcji takiego nagniataka pokazano na rys. 9.60. Pracę nagniatania wykonuje sześć stożkowych wałeczków 1 o zbieżności 1:40, zamocowanych równolegle na obwodzie za pomocą koszyczka 2. Wałeczki te obta-czają się na stożkowym trzpieniu 3 o zbieżności 1:20 i mogą przemieszczać się względem tego trzpienia w kierunku wzdłużnym dzięki pokręcaniu korpusem 4, co powoduje wsuwanie lub wysuwanie względem stożkowego trzpienia tulei 5, a tym samym przesunięcie promieniowe rolek. Dokładność nastawienia średnicy wynosi 5 pm.

RYS. 9.59. Nagniatak wałeczkowy do otworów
Wyszukiwarka
Podobne podstrony:
M Feld TBM374 374 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza Ra2^^RaO,6^
M Feld TBM376 376 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza - &nb
M Feld TBM380 380 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza9.5. Ramowe
M Feld TBM382 382 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza 7) &n
M Feld TBM386 386 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza wiertła z o
M Feld TBM388 388 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza W RYS. 9.26
M Feld TBM390 390 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza9.6.1.2. Obr
M Feld TBM392 392 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza TABLICA 9.1
M Feld TBM394 394 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza leży zalicz
M Feld TBM398 398 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza Trudności s
M Feld TBM400 400 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza wa bardzo k
M Feld TBM402 402 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza Prędkość gł
M Feld TBM404 404 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza zmywanie z
M Feld TBM406 406 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza z czynnym p
M Feld TBM410 410 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza9.6.2. Techn
M Feld TBM412 412 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza Połączenia
M Feld TBM414 414 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza TABLICA 9.4
M Feld TBM416 416 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza TABLICA 9.4
M Feld TBM418 418 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza RYS. 9.70.
więcej podobnych podstron