M Feld TBM363
363
8.7. Przykłady procesów technologicznych dla części klasy wał
110
fana
Ana Aj\)
W
Ra 0,63,
1x25°
|
Wymiar |
Odchyłka |
|
6N9 |
o 0 b-0,036 |
|
m |
1q+0,015 '"+0,002 |
|
20h6 |
20-0,013 |
|
24k6 |
2<m |
2*0,2
20
157
215
nawęglaćna głębokość 0,0 hartować55+60°HRC
Mat. 20
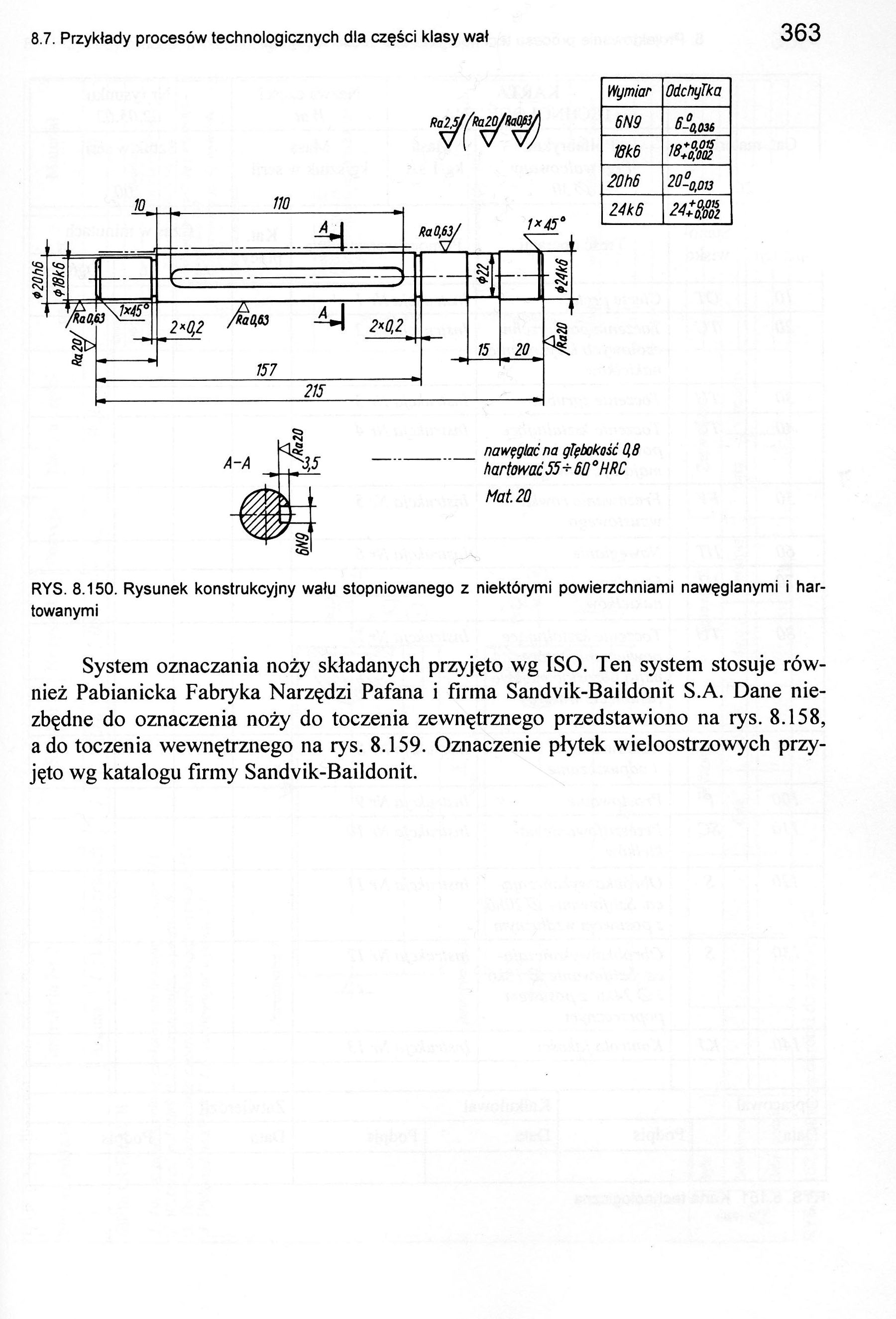
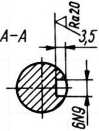
RYS. 8.150. Rysunek konstrukcyjny wału stopniowanego z niektórymi powierzchniami nawęglanymi i hartowanymi
System oznaczania noży składanych przyjęto wg ISO. Ten system stosuje również Pabianicka Fabryka Narzędzi Pafana i firma Sandvik-Baildonit S.A. Dane niezbędne do oznaczenia noży do toczenia zewnętrznego przedstawiono na rys. 8.158, a do toczenia wewnętrznego na rys. 8.159. Oznaczenie płytek wieloostrzowych przyjęto wg katalogu firmy Sandvik-Baildonit.
Wyszukiwarka
Podobne podstrony:
M Feld TBM355 355 8.7. Przykłady procesów technologicznych dla części klasy wał8.7. Przykłady proces
M Feld TBM371 8.7. Przykłady procesów technologicznych dla części klasy wał 371 S P a fcjEJ b
M Feld TBM433 433 9.8. Przykłady procesów technologicznych dla części klasy tuleja i tarcza Frezowan
M Feld TBM451 451 9.8. Przykłady procesów technologicznych dla części klasy tuleja i tarcza RYS. 9.1
M Feld TBM441 441 Podpis Podpis Podpis 9.8. Przykłady procesów technologicznych dla części klasy tul
M Feld TBM449 9.8. Przykłady procesów technologicznych dla części klasy tuleja i tarcza
M Feld TBM544 544 12. Projektowanie procesu technologicznego dla części płaskich równoległości powie
M Feld TBM546 546 12. Projektowanie procesu technologicznego dla części płaskich12.3. Półfabrykaty d
M Feld TBM548 548 12. Projektowanie procesu technologicznego dla części płaskich12.5.1.1. &nbs
M Feld TBM549 549 12.5. Ramowe procesy technologiczne Opracowanie procesów technologicznych dla tej
M Feld TBM550 550 12. Projektowanie procesu technologicznego dla części płaskich12.5.2. Ramowe proce
M Feld TBM551 551 12.6. Obróbka powierzchni płaskich12.5.2.4. Ramowy proces technologiczny dla częśc
M Feld TBM552 552 12. Projektowanie procesu technologicznego dla części płaskich12.6.1. Szlifowanie
M Feld TBM554 554 12. Projektowanie procesu technologicznego dla części płaskich Na proces szlifowan
M Feld TBM556 556 12. Projektowanie procesu technologicznego dla części płaskich kańczającej. Od nac
M Feld TBM558 558 12. Projektowanie procesu technologicznego dla części płaskich RYS. 12.19. Zasada
M Feld TBM560 560 12. Projektowanie procesu technologicznego dla części płaskich RYS. 12.23. Dociera
M Feld TBM562 562 12. Projektowanie procesu technologicznego dla części płaskich Najbardziej rozpows
M Feld TBM564 564 12. Projektowanie procesu technologicznego dla części płaskich Mikropasty i miesza
więcej podobnych podstron