M Feld TBM554
554
12. Projektowanie procesu technologicznego dla części płaskich
Na proces szlifowania taśmami ściernymi mają wpływ następujące czynniki:
- taśmy ścierne,
- elementy dociskowe,
- parametry nastawcze.
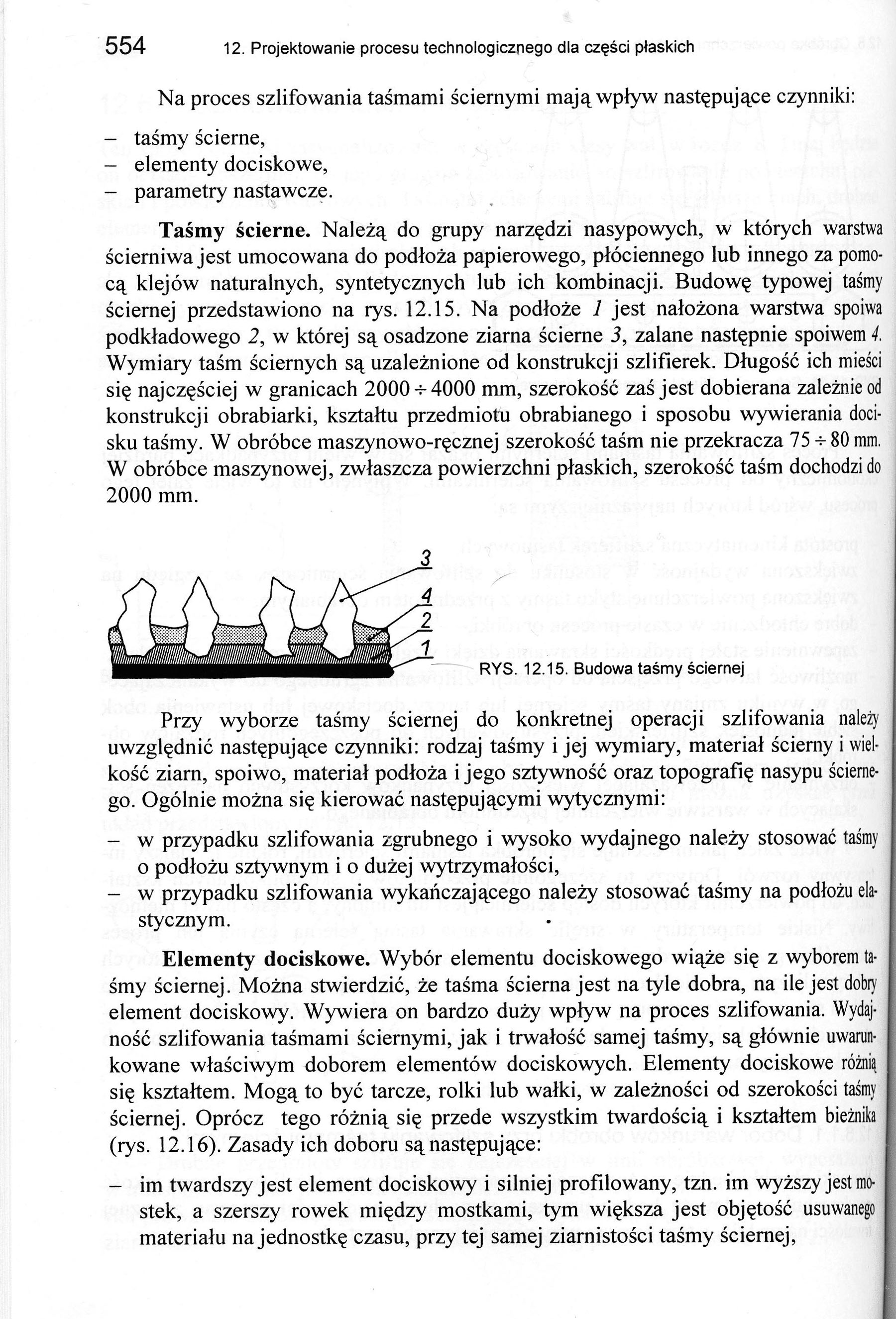
Taśmy ścierne. Należą do grupy narzędzi nasypowych, w których warstwa ścierniwa jest umocowana do podłoża papierowego, płóciennego lub innego za pomocą klejów naturalnych, syntetycznych lub ich kombinacji. Budowę typowej taśmy ściernej przedstawiono na rys. 12.15. Na podłoże 1 jest nałożona warstwa spoiwa podkładowego 2, w której są osadzone ziarna ścierne 3, zalane następnie spoiwem 4. Wymiary taśm ściernych są uzależnione od konstrukcji szlifierek. Długość ich mieści się najczęściej w granicach 2000 + 4000 mm, szerokość zaś jest dobierana zależnie od konstrukcji obrabiarki, kształtu przedmiotu obrabianego i sposobu wywierania docisku taśmy. W obróbce maszynowo-ręcznej szerokość taśm nie przekracza 75 + 80 mm. W obróbce maszynowej, zwłaszcza powierzchni płaskich, szerokość taśm dochodzi do 2000 mm.

RYS. 12.15. Budowa taśmy ściernej
Przy wyborze taśmy ściernej do konkretnej operacji szlifowania należy uwzględnić następujące czynniki: rodzaj taśmy i jej wymiary, materiał ścierny i wielkość ziarn, spoiwo, materiał podłoża i jego sztywność oraz topografię nasypu ściernego. Ogólnie można się kierować następującymi wytycznymi:
- w przypadku szlifowania zgrubnego i wysoko wydajnego należy stosować taśmy o podłożu sztywnym i o dużej wytrzymałości,
- w przypadku szlifowania wykańczającego należy stosować taśmy na podłożu elastycznym.
Elementy dociskowe. Wybór elementu dociskowego wiąże się z wyborem taśmy ściernej. Można stwierdzić, że taśma ścierna jest na tyle dobra, na ile jest dobry element dociskowy. Wywiera on bardzo duży wpływ na proces szlifowania. Wydajność szlifowania taśmami ściernymi, jak i trwałość samej taśmy, są głównie uwarunkowane właściwym doborem elementów dociskowych. Elementy dociskowe różnią się kształtem. Mogą to być tarcze, rolki lub wałki, w zależności od szerokości taśmy ściernej. Oprócz tego różnią się przede wszystkim twardością i kształtem bieżnika (rys. 12.16). Zasady ich doboru są następujące:
- im twardszy jest element dociskowy i silniej profilowany, tzn. im wyższy jest mostek, a szerszy rowek między mostkami, tym większa jest objętość usuwanego materiału na jednostkę czasu, przy tej samej ziarnistości taśmy ściernej,
Wyszukiwarka
Podobne podstrony:
M Feld TBM544 544 12. Projektowanie procesu technologicznego dla części płaskich równoległości powie
M Feld TBM546 546 12. Projektowanie procesu technologicznego dla części płaskich12.3. Półfabrykaty d
M Feld TBM548 548 12. Projektowanie procesu technologicznego dla części płaskich12.5.1.1. &nbs
M Feld TBM550 550 12. Projektowanie procesu technologicznego dla części płaskich12.5.2. Ramowe proce
M Feld TBM552 552 12. Projektowanie procesu technologicznego dla części płaskich12.6.1. Szlifowanie
M Feld TBM556 556 12. Projektowanie procesu technologicznego dla części płaskich kańczającej. Od nac
M Feld TBM558 558 12. Projektowanie procesu technologicznego dla części płaskich RYS. 12.19. Zasada
M Feld TBM560 560 12. Projektowanie procesu technologicznego dla części płaskich RYS. 12.23. Dociera
M Feld TBM562 562 12. Projektowanie procesu technologicznego dla części płaskich Najbardziej rozpows
M Feld TBM564 564 12. Projektowanie procesu technologicznego dla części płaskich Mikropasty i miesza
M Feld TBM566 566 12. Projektowanie procesu technologicznego dla części ptaskich W szlifowaniu wedłu
M Feld TBM568 568 12. Projektowanie procesu technologicznego dla części płaskich12.7. Możliwości obr
M Feld TBM551 551 12.6. Obróbka powierzchni płaskich12.5.2.4. Ramowy proces technologiczny dla częśc
M Feld TBM490 490 11. Projektowanie procesu technologicznego części klasy korpus Korpus przedstawion
M Feld TBM549 549 12.5. Ramowe procesy technologiczne Opracowanie procesów technologicznych dla tej
M Feld TBM660 660 13. Projektowanie procesu technologicznego części klasy koto zębate Drugi proces,
M Feld TBM355 355 8.7. Przykłady procesów technologicznych dla części klasy wał8.7. Przykłady proces
M Feld TBM363 363 8.7. Przykłady procesów technologicznych dla części klasy wał 110Ej fana2*0,2 Ana
M Feld TBM371 8.7. Przykłady procesów technologicznych dla części klasy wał 371 S P a fcjEJ b
więcej podobnych podstron