M Feld TBM660
660
13. Projektowanie procesu technologicznego części klasy koto zębate
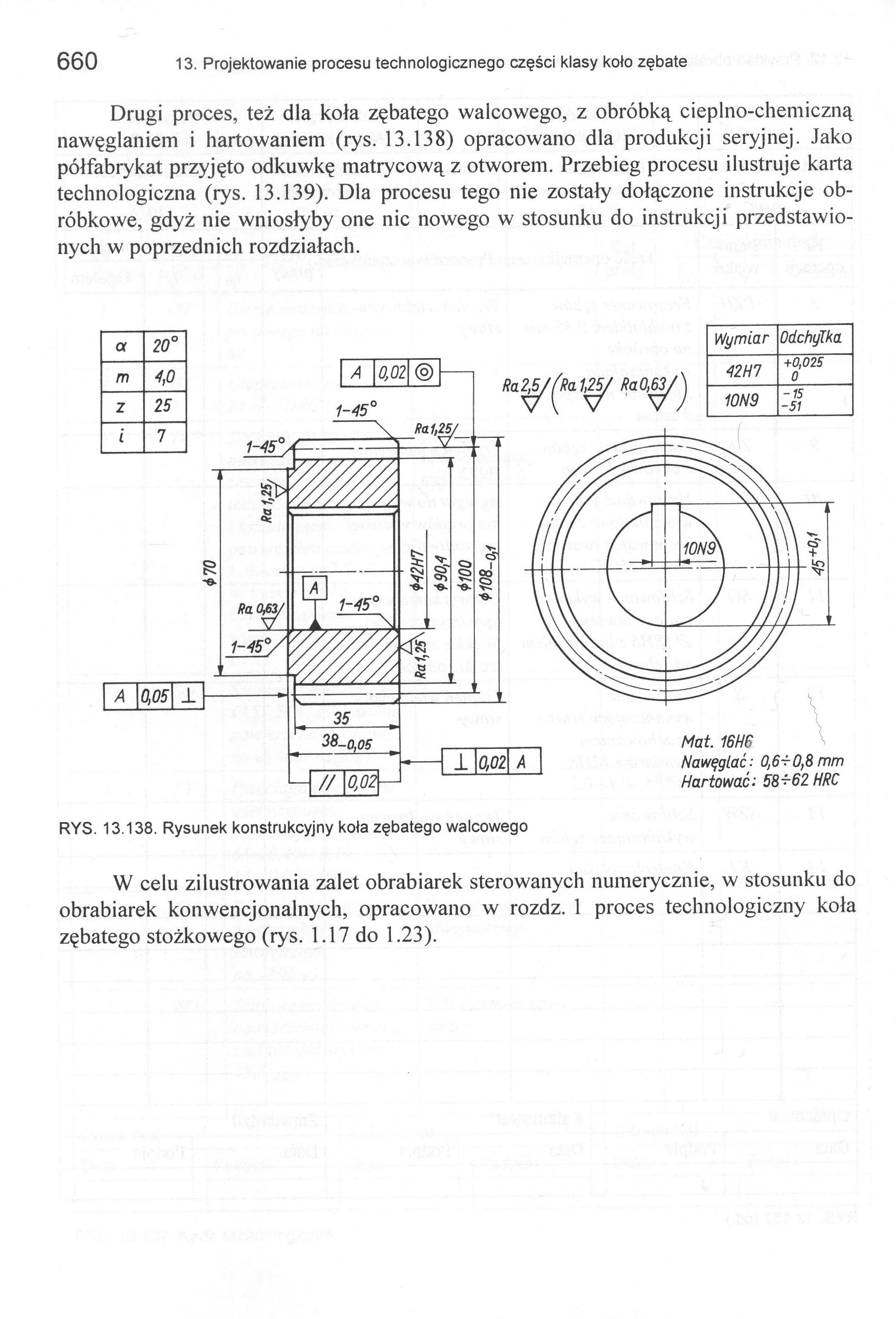
Drugi proces, też dla koła zębatego walcowego, z obróbką cieplno-chemiczną nawęglaniem i hartowaniem (rys. 13.138) opracowano dla produkcji seryjnej. Jako półfabrykat przyjęto odkuwkę matrycową z otworem. Przebieg procesu ilustruje karta technologiczna (rys. 13.139). Dla procesu tego nie zostały dołączone instrukcje obróbkowe, gdyż nie wniosłyby one nic nowego w stosunku do instrukcji przedstawionych w poprzednich rozdziałach.
|
a |
20° |
|
m |
4,0 |
|
z |
25 |
|
i |
7 |
ka^/^a1,2y RaO,6yj
|
Wymiar |
Odchyłka |
|
R2H7 |
+0,025 0 |
|
10N9 |
-15 -51 |
1-45°
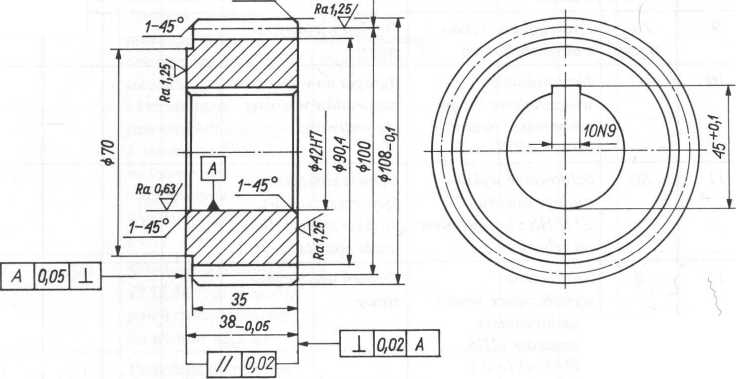
Mat. 16HB Nawęglać: 0,6+0,8mm Hartować: 58+62 HRC
RYS. 13.138. Rysunek konstrukcyjny kota zębatego walcowego
W celu zilustrowania zalet obrabiarek sterowanych numerycznie, w stosunku do obrabiarek konwencjonalnych, opracowano w rozdz. 1 proces technologiczny koła zębatego stożkowego (rys. 1.17 do 1.23).
Wyszukiwarka
Podobne podstrony:
M Feld TBM598 598 13. Projektowanie procesu technologicznego części klasy koto zębate13.6.8. Ramowy
M Feld TBM608 608 13 Projektowanie procesu technologicznego części klasy koto zębate13.7.1.3. Dłutow
M Feld TBM610 13. Projektowanie procesu technologicznego części klasy koto zębate610 Na dłutownicy M
M Feld TBM628 628 13. Projektowanie procesu technologicznego części klasy koto zębate RYS. 13.76. Za
M Feld TBM630 630 13. Projektowanie procesu technologicznego części klasy koto zębate RYS. 13.80. Me
M Feld TBM652 652 13. Projektowanie procesu technologicznego części klasy koto zębate RYS. 13.124. S
M Feld TBM597 597 13.6. Ramowe procesy technologiczne części klasy koto zębate walcowe RYS. 13.25. U
M Feld TBM582 582 13. Projektowanie procesu technologicznego części klasy koło zębate stanowi podsta
M Feld TBM584 584 13. Projektowanie procesu technologicznego części klasy kolo zębate powierzchni cz
M Feld TBM586 586 13. Projektowanie procesu technologicznego części klasy koło zębate Zęby zaokrągli
M Feld TBM588 588 13. Projektowanie procesu technologicznego części klasy koło zębate -
M Feld TBM590 590 13. Projektowanie procesu technologicznego części klasy koło zębate Linia zęba RYS
M Feld TBM592 592 13. Projektowanie procesu technologicznego części klasy koło zębate RYS. 13.17. Uc
M Feld TBM594 594 13. Projektowanie procesu technologicznego części klasy koło zębate 13.6.6.
M Feld TBM596 596 13. Projektowanie procesu technologicznego części klasy koło zębate bów i wystawał
M Feld TBM600 600 13. Projektowanie procesu technologicznego części klasy koło zęb
M Feld TBM602 602 13. Projektowanie procesu technologicznego części klasy koło zębate RYS. 13.31. Fr
M Feld TBM604 13. Projektowanie procesu technologicznego części klasy koło zębate RYS. 13.34. Frezar
więcej podobnych podstron