M Feld TBM628
628
13. Projektowanie procesu technologicznego części klasy koto zębate
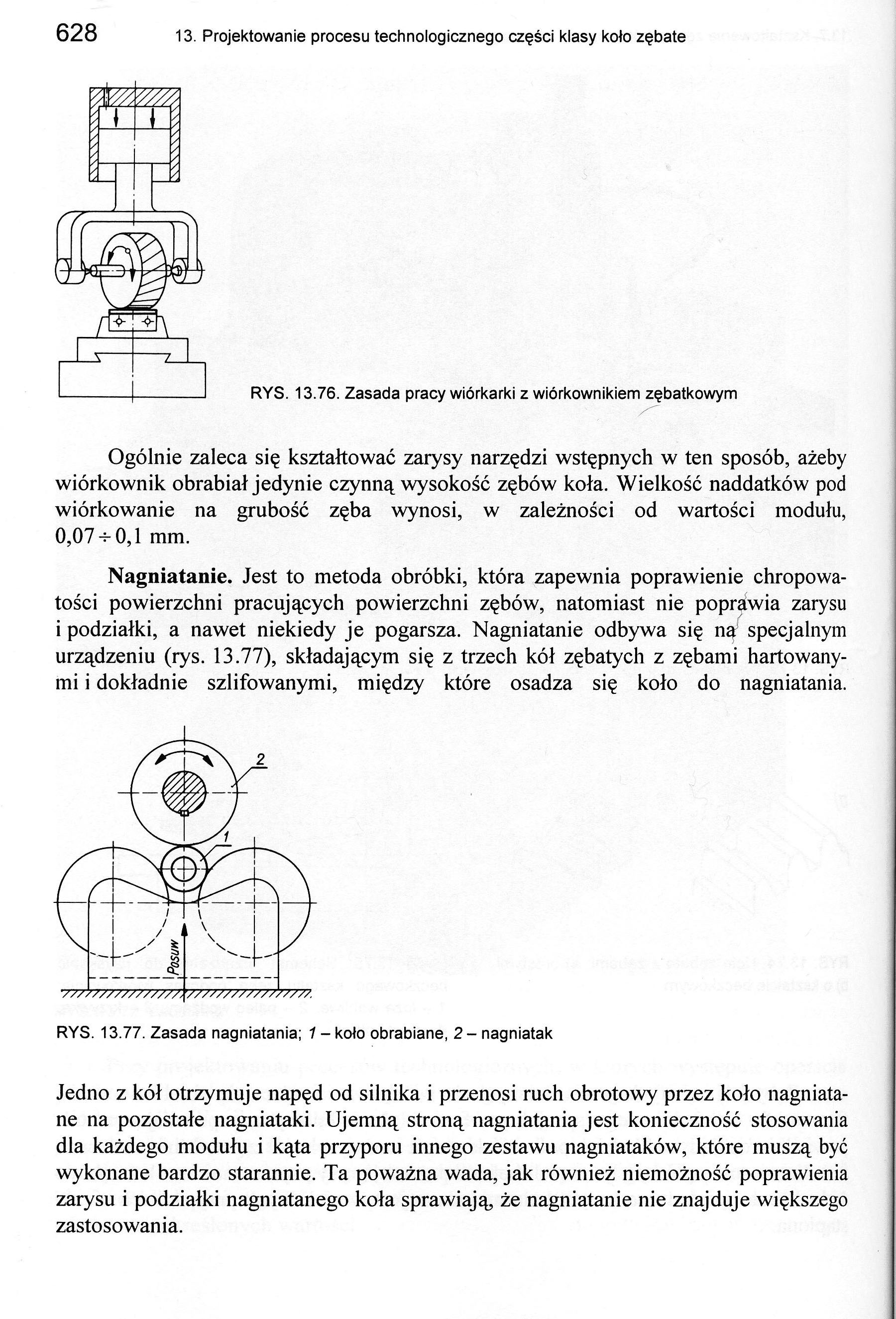
RYS. 13.76. Zasada pracy wiórkarki z wiórkownikiem zębatkowym
Ogólnie zaleca się kształtować zarysy narzędzi wstępnych w ten sposób, ażeby wiórkownik obrabiał jedynie czynną wysokość zębów koła. Wielkość naddatków pod wiórkowanie na grubość zęba wynosi, w zależności od wartości modułu, 0,07 + 0,1 mm.
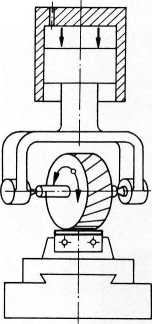
Nagniatanie. Jest to metoda obróbki, która zapewnia poprawienie chropowatości powierzchni pracujących powierzchni zębów, natomiast nie poprawia zarysu i podziałki, a nawet niekiedy je pogarsza. Nagniatanie odbywa się na specjalnym urządzeniu (rys. 13.77), składającym się z trzech kół zębatych z zębami hartowanymi i dokładnie szlifowanymi, między które osadza się koło do nagniatania.
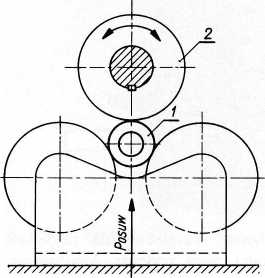
RYS. 13.77. Zasada nagniatania; 1 - koło obrabiane, 2-nagniatak
Jedno z kół otrzymuje napęd od silnika i przenosi ruch obrotowy przez koło nagniata-ne na pozostałe nagniataki. Ujemną stroną nagniatania jest konieczność stosowania dla każdego modułu i kąta przyporu innego zestawu nagniataków, które muszą być wykonane bardzo starannie. Ta poważna wada, jak również niemożność poprawienia zarysu i podziałki nagniatanego koła sprawiają, że nagniatanie nie znajduje większego zastosowania.
Wyszukiwarka
Podobne podstrony:
M Feld TBM630 630 13. Projektowanie procesu technologicznego części klasy koto zębate RYS. 13.80. Me
M Feld TBM652 652 13. Projektowanie procesu technologicznego części klasy koto zębate RYS. 13.124. S
M Feld TBM592 592 13. Projektowanie procesu technologicznego części klasy koło zębate RYS. 13.17. Uc
M Feld TBM598 598 13. Projektowanie procesu technologicznego części klasy koto zębate13.6.8. Ramowy
M Feld TBM600 600 13. Projektowanie procesu technologicznego części klasy koło zęb
M Feld TBM602 602 13. Projektowanie procesu technologicznego części klasy koło zębate RYS. 13.31. Fr
M Feld TBM604 13. Projektowanie procesu technologicznego części klasy koło zębate RYS. 13.34. Frezar
M Feld TBM608 608 13 Projektowanie procesu technologicznego części klasy koto zębate13.7.1.3. Dłutow
M Feld TBM610 13. Projektowanie procesu technologicznego części klasy koto zębate610 Na dłutownicy M
M Feld TBM612 612 13. Projektowanie procesu technologicznego części klasy koło zębate RYS. 13.49. Dł
M Feld TBM616 616 13. Projektowanie procesu technologicznego części klasy koło zębate RYS. 13.57. Za
M Feld TBM618 618 13. Projektowanie procesu technologicznego części klasy koło zębate RYS. 13.61. Je
M Feld TBM624 624 13. Projektowanie procesu technologicznego części klasy koło zębate RYS. 13.69. Sc
M Feld TBM636 636 13. Projektowanie procesu technologicznego części klasy koło zębate RYS. 13.88. Zą
M Feld TBM644 644 13. Projektowanie procesu technologicznego części klasy koło zębate RYS. 13.104. F
M Feld TBM654 654 13. Projektowanie procesu technologicznego części klasy koło zębate RYS. 13.128. Z
M Feld TBM660 660 13. Projektowanie procesu technologicznego części klasy koto zębate Drugi proces,
M Feld TBM582 582 13. Projektowanie procesu technologicznego części klasy koło zębate stanowi podsta
więcej podobnych podstron