M Feld TBM608
608
13 Projektowanie procesu technologicznego części klasy koto zębate
13.7.1.3. Dłutowanie
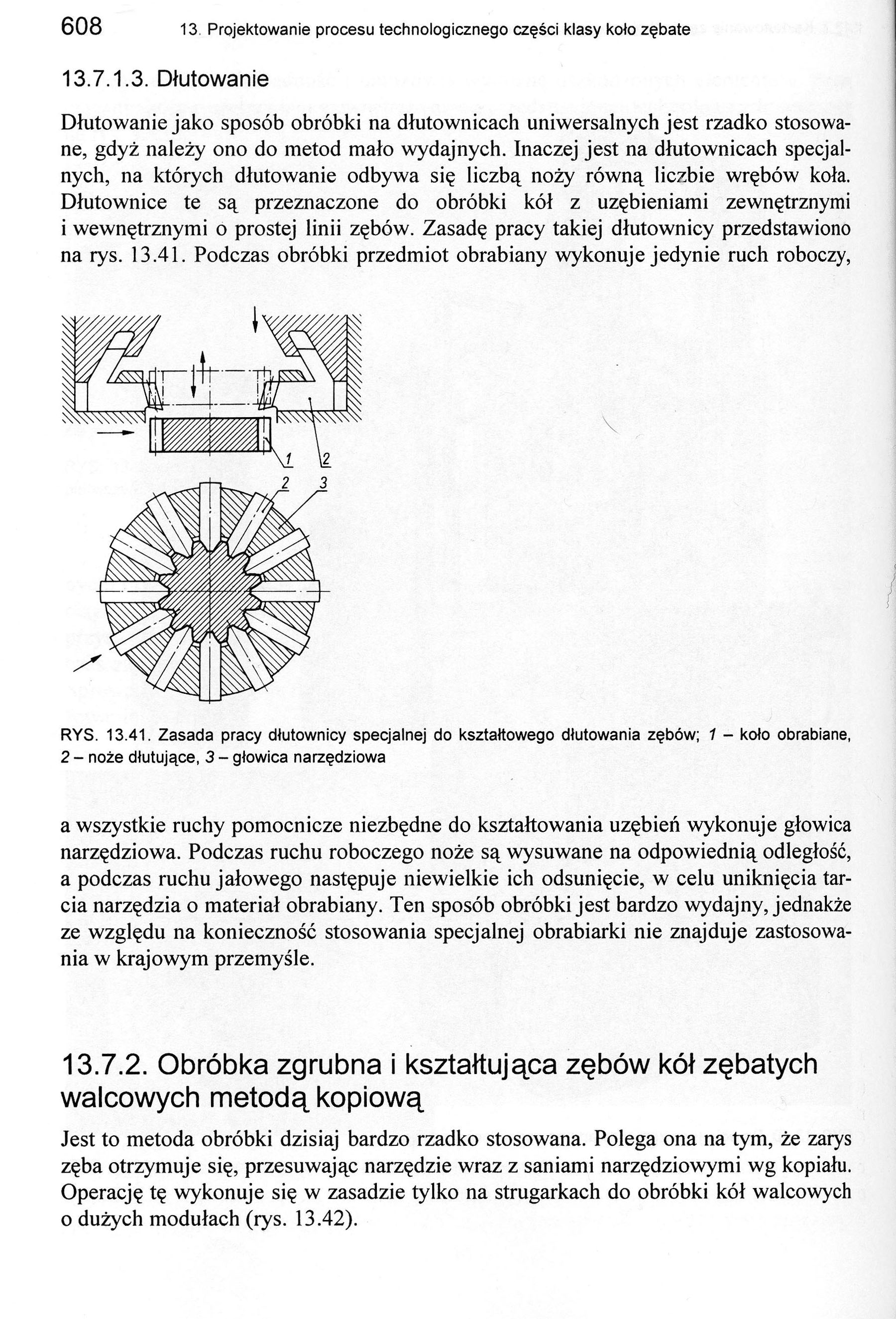
Dłutowanie jako sposób obróbki na dłutownicach uniwersalnych jest rzadko stosowane, gdyż należy ono do metod mało wydajnych. Inaczej jest na dłutownicach specjalnych, na których dłutowanie odbywa się liczbą noży równą liczbie wrębów koła. Dłutownice te są przeznaczone do obróbki kół z uzębieniami zewnętrznymi i wewnętrznymi o prostej linii zębów. Zasadę pracy takiej dłutownicy przedstawiono na rys. 13.41. Podczas obróbki przedmiot obrabiany wykonuje jedynie ruch roboczy,
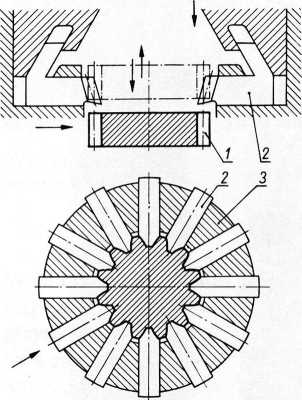
RYS. 13.41. Zasada pracy dłutownicy specjalnej do kształtowego dłutowania zębów; 1 - koło obrabiane, 2 - noże dłutujące, 3 - głowica narzędziowa
a wszystkie ruchy pomocnicze niezbędne do kształtowania uzębień wykonuje głowica narzędziowa. Podczas ruchu roboczego noże są wysuwane na odpowiednią odległość, a podczas ruchu jałowego następuje niewielkie ich odsunięcie, w celu uniknięcia tarcia narzędzia o materiał obrabiany. Ten sposób obróbki jest bardzo wydajny, jednakże ze względu na konieczność stosowania specjalnej obrabiarki nie znajduje zastosowania w krajowym przemyśle.
13.7.2. Obróbka zgrubna i kształtująca zębów kół zębatych walcowych metodą kopiową
Jest to metoda obróbki dzisiaj bardzo rzadko stosowana. Polega ona na tym, że zarys zęba otrzymuje się, przesuwając narzędzie wraz z saniami narzędziowymi wg kopiału. Operację tę wykonuje się w zasadzie tylko na strugarkach do obróbki kół walcowych o dużych modułach (rys. 13.42).
Wyszukiwarka
Podobne podstrony:
M Feld TBM598 598 13. Projektowanie procesu technologicznego części klasy koto zębate13.6.8. Ramowy
M Feld TBM614 614 13. Projektowanie procesu technologicznego części klasy koło zębate Dłutowanie met
M Feld TBM628 628 13. Projektowanie procesu technologicznego części klasy koto zębate RYS. 13.76. Za
M Feld TBM630 630 13. Projektowanie procesu technologicznego części klasy koto zębate RYS. 13.80. Me
M Feld TBM652 652 13. Projektowanie procesu technologicznego części klasy koto zębate RYS. 13.124. S
M Feld TBM660 660 13. Projektowanie procesu technologicznego części klasy koto zębate Drugi proces,
M Feld TBM582 582 13. Projektowanie procesu technologicznego części klasy koło zębate stanowi podsta
M Feld TBM584 584 13. Projektowanie procesu technologicznego części klasy kolo zębate powierzchni cz
M Feld TBM586 586 13. Projektowanie procesu technologicznego części klasy koło zębate Zęby zaokrągli
M Feld TBM588 588 13. Projektowanie procesu technologicznego części klasy koło zębate -
M Feld TBM590 590 13. Projektowanie procesu technologicznego części klasy koło zębate Linia zęba RYS
M Feld TBM592 592 13. Projektowanie procesu technologicznego części klasy koło zębate RYS. 13.17. Uc
M Feld TBM594 594 13. Projektowanie procesu technologicznego części klasy koło zębate 13.6.6.
M Feld TBM596 596 13. Projektowanie procesu technologicznego części klasy koło zębate bów i wystawał
M Feld TBM600 600 13. Projektowanie procesu technologicznego części klasy koło zęb
M Feld TBM602 602 13. Projektowanie procesu technologicznego części klasy koło zębate RYS. 13.31. Fr
M Feld TBM606 606 13. Projektowanie procesu technologicznego części klasy koło zębate nia jego więks
M Feld TBM610 13. Projektowanie procesu technologicznego części klasy koto zębate610 Na dłutownicy M
więcej podobnych podstron