M Feld TBM652
13. Projektowanie procesu technologicznego części klasy koto zębate
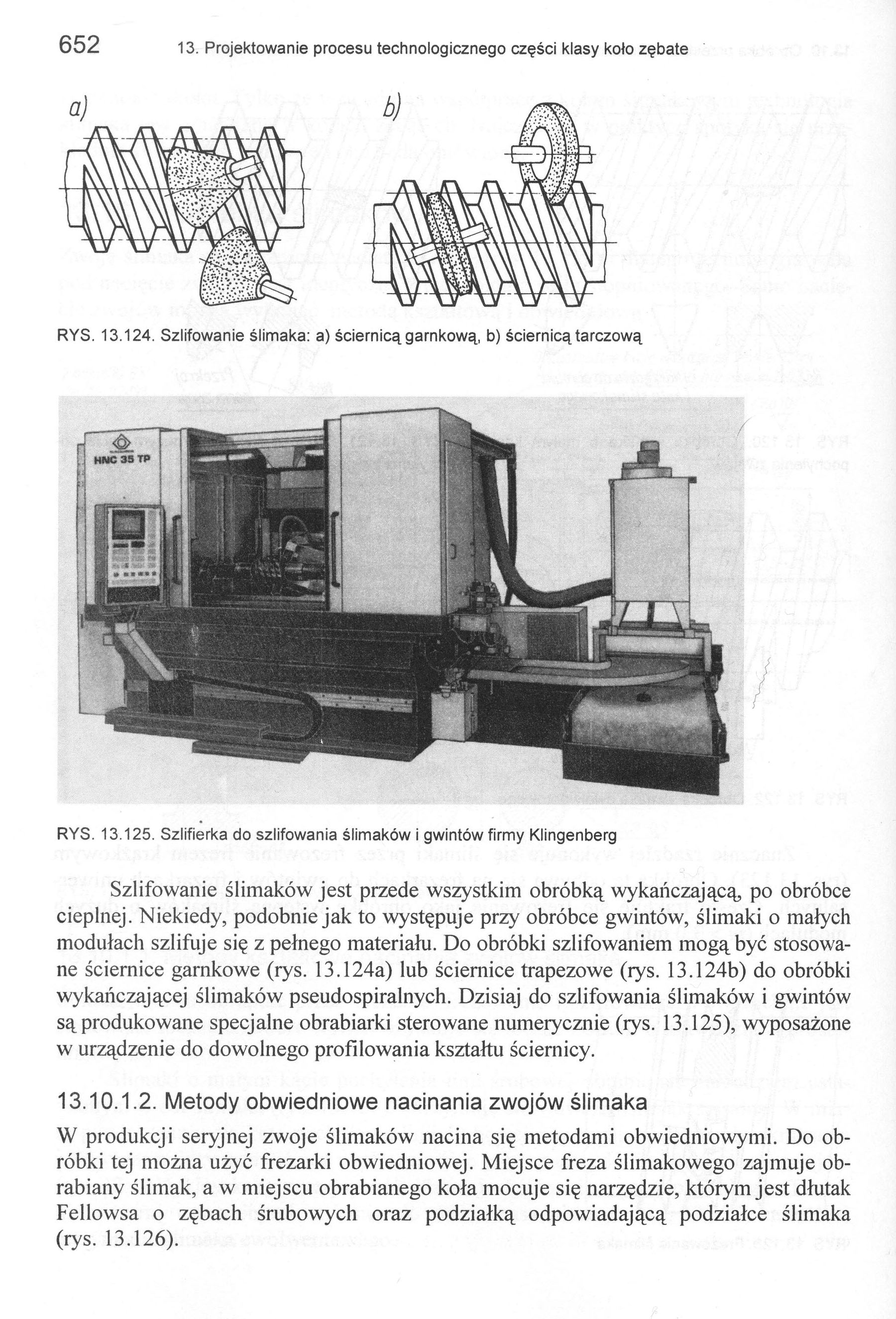
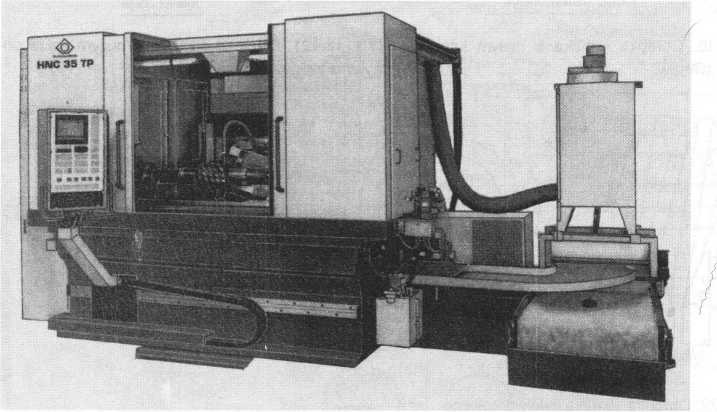
RYS. 13.124. Szlifowanie ślimaka: a) ściernicą garnkową, b) ściernicą tarczową
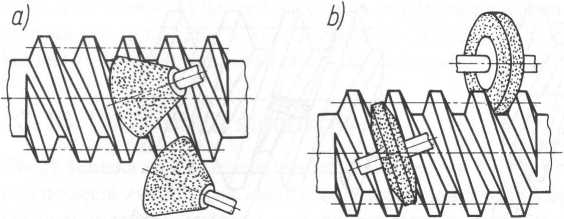
RYS. 13.125. Szlifierka do szlifowania ślimaków i gwintów firmy Klingenberg
Szlifowanie ślimaków jest przede wszystkim obróbką wykańczającą, po obróbce cieplnej. Niekiedy, podobnie jak to występuje przy obróbce gwintów, ślimaki o małych modułach szlifuje się z pełnego materiału. Do obróbki szlifowaniem mogą być stosowane ściernice garnkowe (rys. 13.124a) lub ściernice trapezowe (lys. 13.124b) do obróbki wykańczającej ślimaków pseudospiralnych. Dzisiaj do szlifowania ślimaków i gwintów są produkowane specjalne obrabiarki sterowane numerycznie (rys. 13.125), wyposażone w urządzenie do dowolnego profilowania kształtu ściernicy.
13.10.1.2. Metody obwiedniowe nacinania zwojów ślimaka
W produkcji seryjnej zwoje ślimaków nacina się metodami obwiedniowymi. Do obróbki tej można użyć frezarki obwiedniowej. Miejsce fireza ślimakowego zajmuje obrabiany ślimak, a w miejscu obrabianego koła mocuje się narzędzie, którym jest dłutak Fellowsa o zębach śrubowych oraz podziałką odpowiadającą podziałce ślimaka (rys. 13.126).
Wyszukiwarka
Podobne podstrony:
M Feld TBM628 628 13. Projektowanie procesu technologicznego części klasy koto zębate RYS. 13.76. Za
M Feld TBM630 630 13. Projektowanie procesu technologicznego części klasy koto zębate RYS. 13.80. Me
M Feld TBM592 592 13. Projektowanie procesu technologicznego części klasy koło zębate RYS. 13.17. Uc
M Feld TBM598 598 13. Projektowanie procesu technologicznego części klasy koto zębate13.6.8. Ramowy
M Feld TBM600 600 13. Projektowanie procesu technologicznego części klasy koło zęb
M Feld TBM602 602 13. Projektowanie procesu technologicznego części klasy koło zębate RYS. 13.31. Fr
M Feld TBM604 13. Projektowanie procesu technologicznego części klasy koło zębate RYS. 13.34. Frezar
M Feld TBM608 608 13 Projektowanie procesu technologicznego części klasy koto zębate13.7.1.3. Dłutow
M Feld TBM610 13. Projektowanie procesu technologicznego części klasy koto zębate610 Na dłutownicy M
M Feld TBM612 612 13. Projektowanie procesu technologicznego części klasy koło zębate RYS. 13.49. Dł
M Feld TBM616 616 13. Projektowanie procesu technologicznego części klasy koło zębate RYS. 13.57. Za
M Feld TBM618 618 13. Projektowanie procesu technologicznego części klasy koło zębate RYS. 13.61. Je
M Feld TBM624 624 13. Projektowanie procesu technologicznego części klasy koło zębate RYS. 13.69. Sc
M Feld TBM636 636 13. Projektowanie procesu technologicznego części klasy koło zębate RYS. 13.88. Zą
M Feld TBM644 644 13. Projektowanie procesu technologicznego części klasy koło zębate RYS. 13.104. F
M Feld TBM654 654 13. Projektowanie procesu technologicznego części klasy koło zębate RYS. 13.128. Z
M Feld TBM660 660 13. Projektowanie procesu technologicznego części klasy koto zębate Drugi proces,
M Feld TBM582 582 13. Projektowanie procesu technologicznego części klasy koło zębate stanowi podsta
więcej podobnych podstron