M Feld TBM558
12. Projektowanie procesu technologicznego dla części płaskich
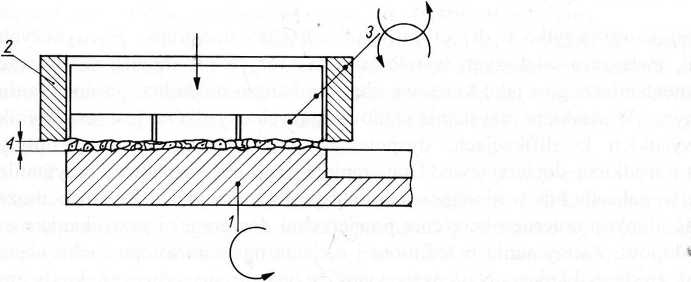
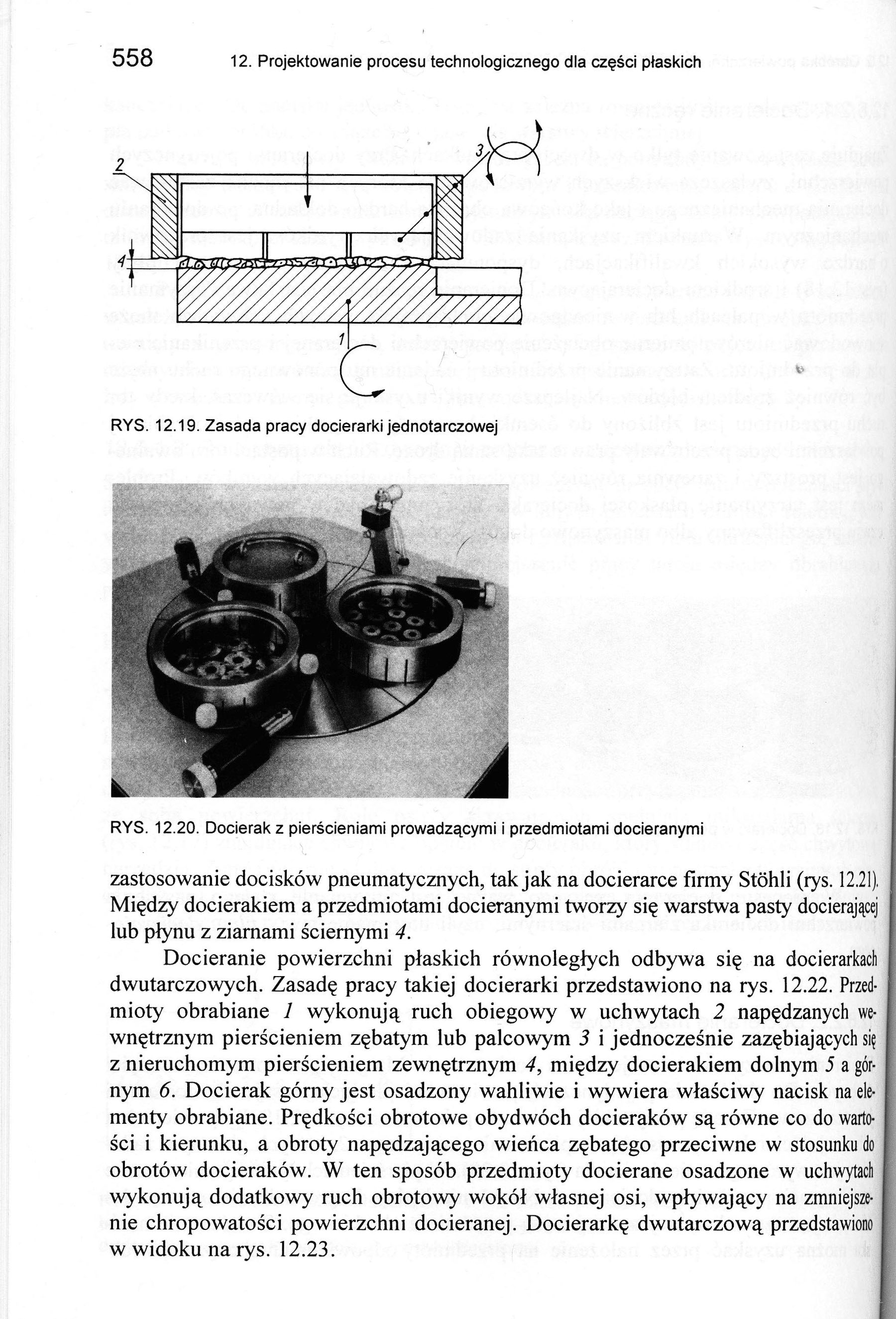
RYS. 12.19. Zasada pracy docierarki jednotarczowej
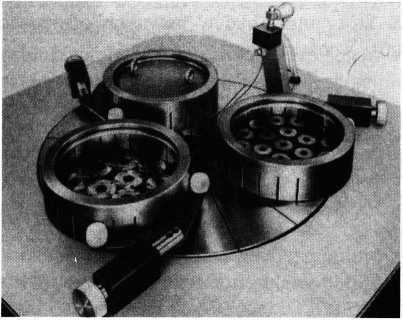
RYS. 12.20. Docierak z pierścieniami prowadzącymi i przedmiotami docieranymi
zastosowanie docisków pneumatycznych, tak jak na docierarce firmy Stóhli (rys. 12.21). I Między docierakiem a przedmiotami docieranymi tworzy się warstwa pasty docierającej lub płynu z ziarnami ściernymi 4.
Docieranie powierzchni płaskich równoległych odbywa się na docierarkach S dwutarczowych. Zasadę pracy takiej docierarki przedstawiono na rys. 12.22. Przedmioty obrabiane 1 wykonują ruch obiegowy w uchwytach 2 napędzanych wewnętrznym pierścieniem zębatym lub palcowym 3 i jednocześnie zazębiających się z nieruchomym pierścieniem zewnętrznym 4, między docierakiem dolnym 5 a górnym 6. Docierak górny jest osadzony wahliwie i wywiera właściwy nacisk na ele- I menty obrabiane. Prędkości obrotowe obydwóch docieraków są równe co do wartości i kierunku, a obroty napędzającego wieńca zębatego przeciwne w stosunku do obrotów docieraków. W ten sposób przedmioty docierane osadzone w uchwytach J wykonują dodatkowy ruch obrotowy wokół własnej osi, wpływający na zmniejszenie chropowatości powierzchni docieranej. Docierarkę dwutarczową przedstawiono [ w widoku na rys. 12.23.
Wyszukiwarka
Podobne podstrony:
M Feld TBM560 560 12. Projektowanie procesu technologicznego dla części płaskich RYS. 12.23. Dociera
M Feld TBM544 544 12. Projektowanie procesu technologicznego dla części płaskich równoległości powie
M Feld TBM546 546 12. Projektowanie procesu technologicznego dla części płaskich12.3. Półfabrykaty d
M Feld TBM548 548 12. Projektowanie procesu technologicznego dla części płaskich12.5.1.1. &nbs
M Feld TBM550 550 12. Projektowanie procesu technologicznego dla części płaskich12.5.2. Ramowe proce
M Feld TBM552 552 12. Projektowanie procesu technologicznego dla części płaskich12.6.1. Szlifowanie
M Feld TBM554 554 12. Projektowanie procesu technologicznego dla części płaskich Na proces szlifowan
M Feld TBM556 556 12. Projektowanie procesu technologicznego dla części płaskich kańczającej. Od nac
M Feld TBM562 562 12. Projektowanie procesu technologicznego dla części płaskich Najbardziej rozpows
M Feld TBM564 564 12. Projektowanie procesu technologicznego dla części płaskich Mikropasty i miesza
M Feld TBM568 568 12. Projektowanie procesu technologicznego dla części płaskich12.7. Możliwości obr
M Feld TBM566 566 12. Projektowanie procesu technologicznego dla części ptaskich W szlifowaniu wedłu
M Feld TBM551 551 12.6. Obróbka powierzchni płaskich12.5.2.4. Ramowy proces technologiczny dla częśc
M Feld TBM490 490 11. Projektowanie procesu technologicznego części klasy korpus Korpus przedstawion
M Feld TBM660 660 13. Projektowanie procesu technologicznego części klasy koto zębate Drugi proces,
Technologiczne przygotowanie produkcji polega na projektowaniu procesów technologicznych dla obróbki
Mieczysław Feld Projektowanie procesów technologicznych typowych części maszyn
M Feld TBM355 355 8.7. Przykłady procesów technologicznych dla części klasy wał8.7. Przykłady proces
M Feld TBM363 363 8.7. Przykłady procesów technologicznych dla części klasy wał 110Ej fana2*0,2 Ana
więcej podobnych podstron