M Feld TBM552

552
12. Projektowanie procesu technologicznego dla części płaskich
12.6.1. Szlifowanie taśmami ściernymi
Ten sposób obróbki zasygnalizowano w częściach klasy wał, w rozdz. 8. Tutaj będzie on opisany obszerniej, bo jego główne zastosowanie, to szlifowanie powierzchni płaskich i powierzchni walcowych. Taśmami ściernymi szlifuje się arkusze blach, drobne elementy płaskie, pręty o przekroju prostokątnym i inne.
Szlifowanie powierzchni płaskich można prowadzić na szlifierkach z taśmą wąską lub szeroką (rys. 12.12). Podczas szlifowania taśmą wąską (rys. 12.12a) przedmiot obrabiany wykonuje ruchy prostoliniowe zwrotne. Jednostka wyposażona w taśmę ścierną wykonuje ruch roboczy główny oraz prostoliniowy ruch poprzeczny w sposób skokowy, w kierunku prostopadłym do kierunku posuwu wzdłużnego.

RYS. 12.12. Szlifowanie powierzchni płaskich: a) taśmą wąską, b) taśmą szeroką
Bardzo wydajna jest obróbka na szlifierkach z taśmą szeroką (rys. 12.12b). Stosuje się ją do szlifowania arkuszy blach i płyt o szerokości do 2000 mm. Jednoczesne szlifowanie dwóch przeciwległych powierzchni przedmiotu można uzyskać przez układ przedstawiony na rys. 12.13.
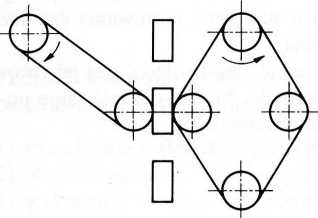
RYS. 12.13. Szlifowanie jednoczesne dwóch przeciwległych powierzchni przedmiotu
Drobne przedmioty szlifuje się najczęściej w linii obróbkowej, wyposażonej w transporter i kilka jednostek szlifierskich. W ten sposób można na jednym stanowisku prowadzić obróbkę zgrubną, kształtującą i wykańczającą, stosując taśmy o różnej ziarnistości. Schemat szlifierki czterostanowiskowej przedstawiono na rys. 12.14.
Wyszukiwarka
Podobne podstrony:
M Feld TBM544 544 12. Projektowanie procesu technologicznego dla części płaskich równoległości powie
M Feld TBM546 546 12. Projektowanie procesu technologicznego dla części płaskich12.3. Półfabrykaty d
M Feld TBM548 548 12. Projektowanie procesu technologicznego dla części płaskich12.5.1.1. &nbs
M Feld TBM550 550 12. Projektowanie procesu technologicznego dla części płaskich12.5.2. Ramowe proce
M Feld TBM554 554 12. Projektowanie procesu technologicznego dla części płaskich Na proces szlifowan
M Feld TBM556 556 12. Projektowanie procesu technologicznego dla części płaskich kańczającej. Od nac
M Feld TBM558 558 12. Projektowanie procesu technologicznego dla części płaskich RYS. 12.19. Zasada
M Feld TBM560 560 12. Projektowanie procesu technologicznego dla części płaskich RYS. 12.23. Dociera
M Feld TBM562 562 12. Projektowanie procesu technologicznego dla części płaskich Najbardziej rozpows
M Feld TBM564 564 12. Projektowanie procesu technologicznego dla części płaskich Mikropasty i miesza
M Feld TBM566 566 12. Projektowanie procesu technologicznego dla części ptaskich W szlifowaniu wedłu
M Feld TBM568 568 12. Projektowanie procesu technologicznego dla części płaskich12.7. Możliwości obr
M Feld TBM551 551 12.6. Obróbka powierzchni płaskich12.5.2.4. Ramowy proces technologiczny dla częśc
M Feld TBM490 490 11. Projektowanie procesu technologicznego części klasy korpus Korpus przedstawion
M Feld TBM549 549 12.5. Ramowe procesy technologiczne Opracowanie procesów technologicznych dla tej
M Feld TBM660 660 13. Projektowanie procesu technologicznego części klasy koto zębate Drugi proces,
Technologiczne przygotowanie produkcji polega na projektowaniu procesów technologicznych dla obróbki
Mieczysław Feld Projektowanie procesów technologicznych typowych części maszyn
M Feld TBM355 355 8.7. Przykłady procesów technologicznych dla części klasy wał8.7. Przykłady proces
więcej podobnych podstron