M Feld TBM549
549
12.5. Ramowe procesy technologiczne
Opracowanie procesów technologicznych dla tej klasy części nie powinno sprawiać technologowi żadnych trudności, gdyż obróbka powierzchni płaskich była już omówiona w rozdz. 11, w projektowaniu procesów technologicznych dla części klasy korpus.
W produkcji seryjnej i wielkoseryjnej obróbkę powierzchni płaskich wykonuje się z reguły na frezarkach; przedmiot ustala się i mocuje w specjalnych uchwytach. W produkcji jednostkowej i małoseryjnej nieocenione usługi oddaje w takich przypadkach uniwersalna frezarka narzędziowa (rys. 12.9). Można ją wykorzystać nie tylko do obróbki powierzchni płaskich, ale również do zabiegów, które ujęto w procesach ramowych w punkcie „wykonanie operacji drugorzędnych”. Jest to możliwe dzięki uniwersalności tych obrabiarek i z reguły bardzo bogatemu wyposażeniu.
i
r
r
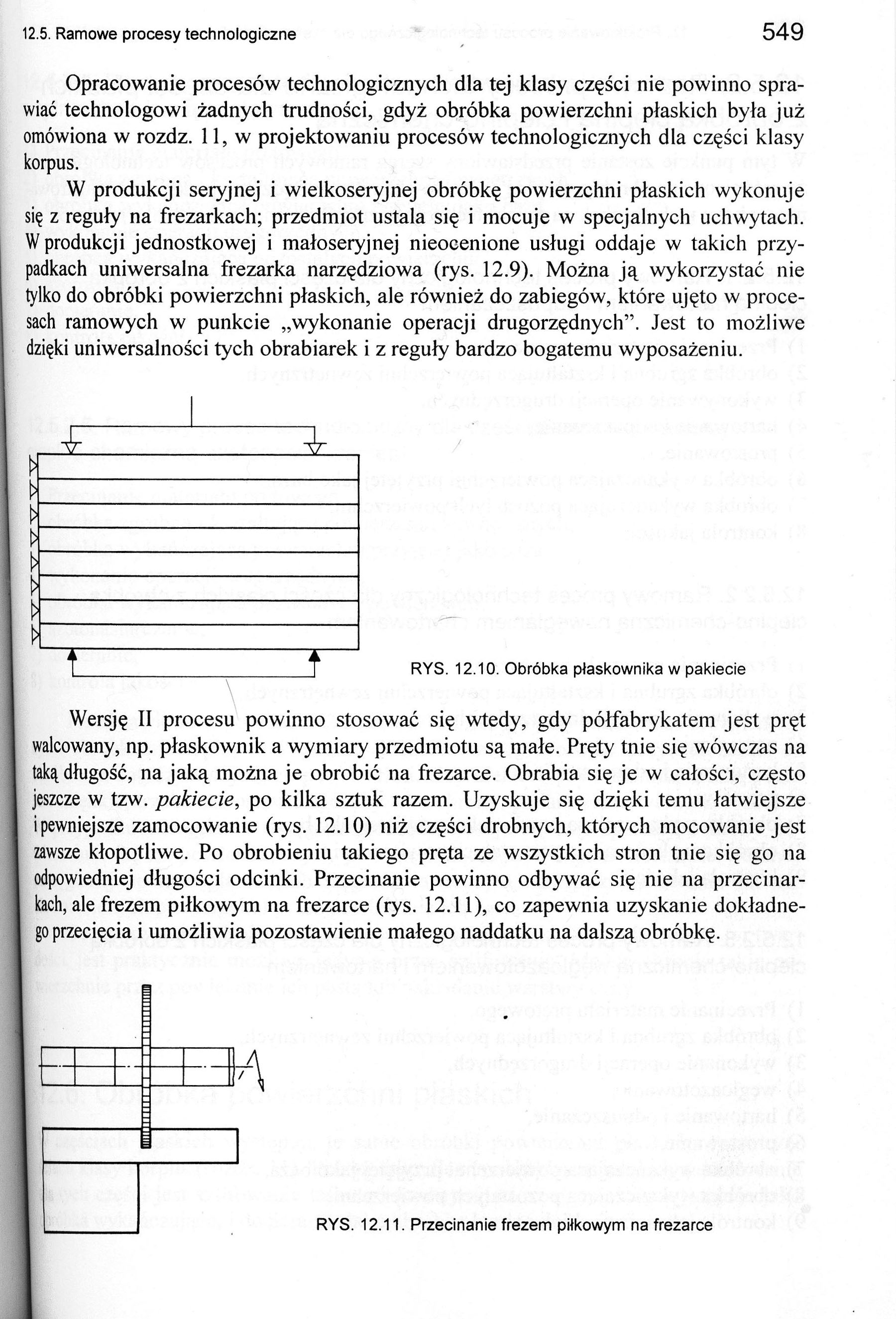
RYS. 12.10. Obróbka płaskownika w pakiecie
Wersję II procesu powinno stosować się wtedy, gdy półfabrykatem jest pręt walcowany, np. płaskownik a wymiary przedmiotu są małe. Pręty tnie się wówczas na taką długość, na jaką można je obrobić na frezarce. Obrabia się je w całości, często jeszcze w tzw. pakiecie, po kilka sztuk razem. Uzyskuje się dzięki temu łatwiejsze i pewniejsze zamocowanie (rys. 12.10) niż części drobnych, których mocowanie jest zawsze kłopotliwe. Po obrobieniu takiego pręta ze wszystkich stron tnie się go na odpowiedniej długości odcinki. Przecinanie powinno odbywać się nie na przecinarkach, ale frezem piłkowym na frezarce (rys. 12.11), co zapewnia uzyskanie dokładnego przecięcia i umożliwia pozostawienie małego naddatku na dalszą obróbkę.
RYS. 12.11. Przecinanie frezem piłkowym na frezarce
Wyszukiwarka
Podobne podstrony:
M Feld TBM547 12.5. Ramowe procesy technologiczne 54712.5. Ramowe procesy technologiczne Procesy tec
M Feld TBM550 550 12. Projektowanie procesu technologicznego dla części płaskich12.5.2. Ramowe proce
M Feld TBM457 457 10.5. Ramowe procesy technologiczne części klasy dźwignia10.5. Ramowe procesy tech
M Feld TBM487 487 11.5. Ramowe procesy technologiczne części klasy
M Feld TBM544 544 12. Projektowanie procesu technologicznego dla części płaskich równoległości powie
M Feld TBM546 546 12. Projektowanie procesu technologicznego dla części płaskich12.3. Półfabrykaty d
M Feld TBM548 548 12. Projektowanie procesu technologicznego dla części płaskich12.5.1.1. &nbs
M Feld TBM552 552 12. Projektowanie procesu technologicznego dla części płaskich12.6.1. Szlifowanie
M Feld TBM554 554 12. Projektowanie procesu technologicznego dla części płaskich Na proces szlifowan
M Feld TBM556 556 12. Projektowanie procesu technologicznego dla części płaskich kańczającej. Od nac
M Feld TBM558 558 12. Projektowanie procesu technologicznego dla części płaskich RYS. 12.19. Zasada
M Feld TBM560 560 12. Projektowanie procesu technologicznego dla części płaskich RYS. 12.23. Dociera
M Feld TBM562 562 12. Projektowanie procesu technologicznego dla części płaskich Najbardziej rozpows
M Feld TBM564 564 12. Projektowanie procesu technologicznego dla części płaskich Mikropasty i miesza
M Feld TBM566 566 12. Projektowanie procesu technologicznego dla części ptaskich W szlifowaniu wedłu
M Feld TBM568 568 12. Projektowanie procesu technologicznego dla części płaskich12.7. Możliwości obr
M Feld TBM591 591 13.6. Ramowe procesy technologiczne części klasy koło zębate walcowe13.6.1. Ramowy
M Feld TBM593 593 13.6. Ramowe procesy technologiczne części klasy kolo zębate walcowe RYS. 13.18. O
M Feld TBM597 597 13.6. Ramowe procesy technologiczne części klasy koto zębate walcowe RYS. 13.25. U
więcej podobnych podstron