M Feld TBM487
487
11.5. Ramowe procesy technologiczne części klasy korpus
|
TT |
TT |
—!— | |||
|
a |
I |
Ra2j5J | |||
|
I |
J ! |
I * |
I ■ \J— ^ | ||
|
L-LJ-1- |
|
—!— |
■ * |
'X / | |||
|
i |
2 otw. <P8H7RaW/ |
4 | |||
|
§t> , « |
<5: |
, - | |||
|
4> |
I * i |
, | |||
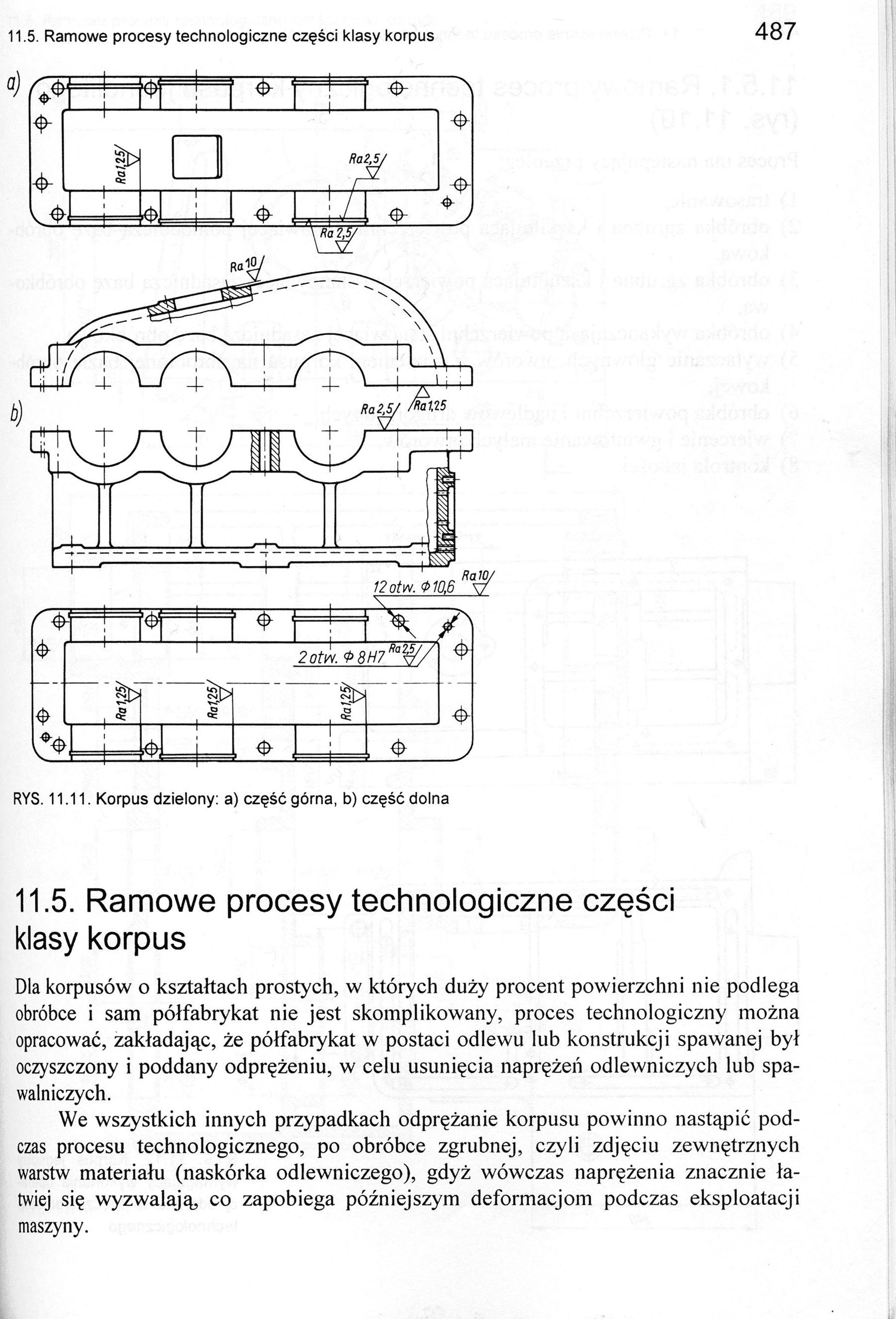
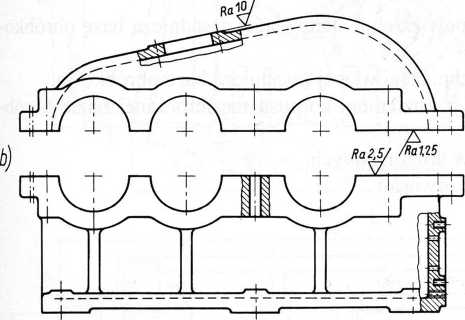
RYS. 11.11. Korpus dzielony: a) część górna, b) część dolna
11.5. Ramowe procesy technologiczne części klasy korpus
Dla korpusów o kształtach prostych, w których duży procent powierzchni nie podlega obróbce i sam półfabrykat nie jest skomplikowany, proces technologiczny można opracować, zakładając, że półfabrykat w postaci odlewu lub konstrukcji spawanej był oczyszczony i poddany odprężeniu, w celu usunięcia naprężeń odlewniczych lub spawalniczych.
We wszystkich innych przypadkach odprężanie korpusu powinno nastąpić podczas procesu technologicznego, po obróbce zgrubnej, czyli zdjęciu zewnętrznych warstw materiału (naskórka odlewniczego), gdyż wówczas naprężenia znacznie łatwiej się wyzwalają, co zapobiega późniejszym deformacjom podczas eksploatacji maszyny.
Ra W/
12 otw. 010,6 \7
Wyszukiwarka
Podobne podstrony:
M Feld TBM457 457 10.5. Ramowe procesy technologiczne części klasy dźwignia10.5. Ramowe procesy tech
M Feld TBM482 482 11. Projektowanie procesu technologicznego części klasy korpus Ra20/tia10/ RaS/Ra^
M Feld TBM484 484 11. Projektowanie procesu technologicznego części klasy korpus 7. &nbs
M Feld TBM488 488 11. Projektowanie procesu technologicznego części klasy korpus11.5.1. Ramowy proce
M Feld TBM490 490 11. Projektowanie procesu technologicznego części klasy korpus Korpus przedstawion
M Feld TBM492 492 11. Projektowanie procesu technologicznego części klasy korpus odprężające. Trasow
M Feld TBM494 494 11. Projektowanie procesu technologicznego części klasy korpus RYS. 11.18. Głowica
M Feld TBM496 496 11. Projektowanie procesu technologicznego części klasy korpus ś
M Feld TBM498 498 11. Projektowanie procesu technologicznego części klasy korpus Szlifowanie jako ob
M Feld TBM500 500 11. Projektowanie procesu technologicznego części klasy korpus wysokich dokładnośc
M Feld TBM502 502 11. Projektowanie procesu technologicznego części klasy korpus RYS. 11.33. Rozwiąz
M Feld TBM506 506 11. Projektowanie procesu technologicznego części klasy korpus Skrobanie jest obró
M Feld TBM508 508 11. Projektowanie procesu technologicznego części klasy korpus RYS. 11.42. Wytacza
M Feld TBM510 510 11. Projektowanie procesu technologicznego części klasy korpus RYS. 11.46. Zderzak
M Feld TBM512 512 11. Projektowanie procesu technologicznego części klasy korpus ny mogą być dwie lu
M Feld TBM514 514 11. Projektowanie procesu technologicznego części klasy korpus wierzchnie można ob
M Feld TBM516 516 11. Projektowanie procesu technologicznego części klasy korpus11.7.1. Obróbka częś
M Feld TBM522 522 11. Projektowanie procesu technologicznego części klasy korpus RYS. 11.65. Obróbka
M Feld TBM526 526 11. Projektowanie procesu technologicznego części klasy
więcej podobnych podstron