M Feld TBM514

514
11. Projektowanie procesu technologicznego części klasy korpus
wierzchnie można obrabiać odpowiednio ustawionym nożem, stosując posuw wzdłużny (rys. 11 .la). Większe powierzchnie wymagają specjalnego oprzyrządowania w postaci tzw. suportów skrzydełkowych (rys. 11.7b), w których skokowy ruch promieniowy narzędzia uzyskuje się w wyniku okresowo powtarzającego się obrotu skrzydełka o pewien kąt, a tym samym obrotu śruby pociągowej, z którym jest ona połączona.

RYS. 11.52. Tarcza wytaczarska wraz z suportem, widok
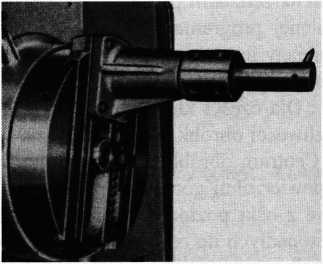
RYS. 11.53. Oprawka wraz z wytaczadłem zamocowana na suporcie tarczy wytaczarskiej
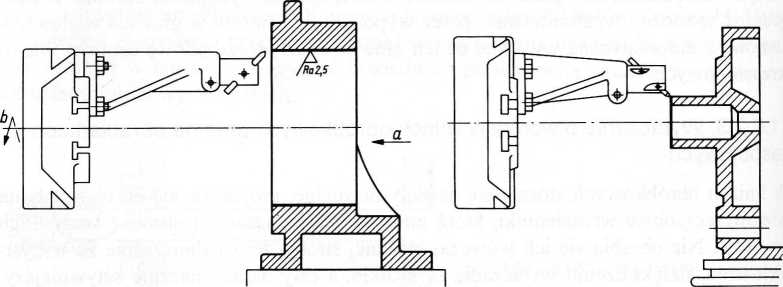
RYS. 11.54. Wytaczanie otworu z użyciem suportu RYS. 11.55. Toczenie powierzchni czołowej tarczy wytaczarskiej z użyciem suportu tarczy wytaczarskiej
Na wiertarko-frezarkach duże możliwości obróbkowe osiąga się dzięki zastosowaniu suportu tarczy wytaczarskiej (rys. 11.52). Po zamocowaniu na niej odpowiedniej oprawki (rys. 11.53) można korzystać z ruchu poprzecznego, uzyskanego podczas ruchu obrotowego, do wytaczania od strony wrzeciennika krótkich otworów o większych średnicach (rys. 11.54), toczenia powierzchni czołowych (rys. 11.55) i wykonania podcięć (rys. 11.8c).
Wyszukiwarka
Podobne podstrony:
M Feld TBM482 482 11. Projektowanie procesu technologicznego części klasy korpus Ra20/tia10/ RaS/Ra^
M Feld TBM484 484 11. Projektowanie procesu technologicznego części klasy korpus 7. &nbs
M Feld TBM488 488 11. Projektowanie procesu technologicznego części klasy korpus11.5.1. Ramowy proce
M Feld TBM490 490 11. Projektowanie procesu technologicznego części klasy korpus Korpus przedstawion
M Feld TBM492 492 11. Projektowanie procesu technologicznego części klasy korpus odprężające. Trasow
M Feld TBM494 494 11. Projektowanie procesu technologicznego części klasy korpus RYS. 11.18. Głowica
M Feld TBM496 496 11. Projektowanie procesu technologicznego części klasy korpus ś
M Feld TBM498 498 11. Projektowanie procesu technologicznego części klasy korpus Szlifowanie jako ob
M Feld TBM500 500 11. Projektowanie procesu technologicznego części klasy korpus wysokich dokładnośc
M Feld TBM502 502 11. Projektowanie procesu technologicznego części klasy korpus RYS. 11.33. Rozwiąz
M Feld TBM506 506 11. Projektowanie procesu technologicznego części klasy korpus Skrobanie jest obró
M Feld TBM508 508 11. Projektowanie procesu technologicznego części klasy korpus RYS. 11.42. Wytacza
M Feld TBM510 510 11. Projektowanie procesu technologicznego części klasy korpus RYS. 11.46. Zderzak
M Feld TBM512 512 11. Projektowanie procesu technologicznego części klasy korpus ny mogą być dwie lu
M Feld TBM516 516 11. Projektowanie procesu technologicznego części klasy korpus11.7.1. Obróbka częś
M Feld TBM522 522 11. Projektowanie procesu technologicznego części klasy korpus RYS. 11.65. Obróbka
M Feld TBM530 530 11. Projektowanie procesu technologicznego części klasy korpus11.8.2. Proces techn
M Feld TBM540 540 11. Projektowanie procesu technologicznego części klasy korpus RYS. 11.78 (cd.)
M Feld TBM486 11. Projektowanie procesu technologicznego części klasy korpus RYS. 11.9. Korpus maty4
więcej podobnych podstron