M Feld TBM496
496 11. Projektowanie procesu technologicznego części klasy korpus
ści frezowania w zależności od obrabianego materiału wynoszą 1000-^5000 m/min. Tak prowadzona obróbka umożliwia uzyskanie znacznie mniejszych chropowatości powierzchni, aniżeli przy frezowaniu konwencjonalnym. Całe powstałe w procesie frezowania ciepło jest odprowadzane z wiórami i płynem obróbkowym, a przedmiot pozostaje zimny. Tym samym nie ma niebezpieczeństwa odkształceń cieplnych przedmiotu. Dodatkową korzyścią jest zmniejszenie czasu obróbki w porównaniu z frezowaniem konwencjonalnym, o ok. 50%.
11.6.1.3. Szlifowanie
Szlifowanie może być stosowane nie tylko jako obróbka wykańczająca, ale również jako obróbka zgrubna. Dotyczy to zwłaszcza korpusów odlewanych i spawanych.
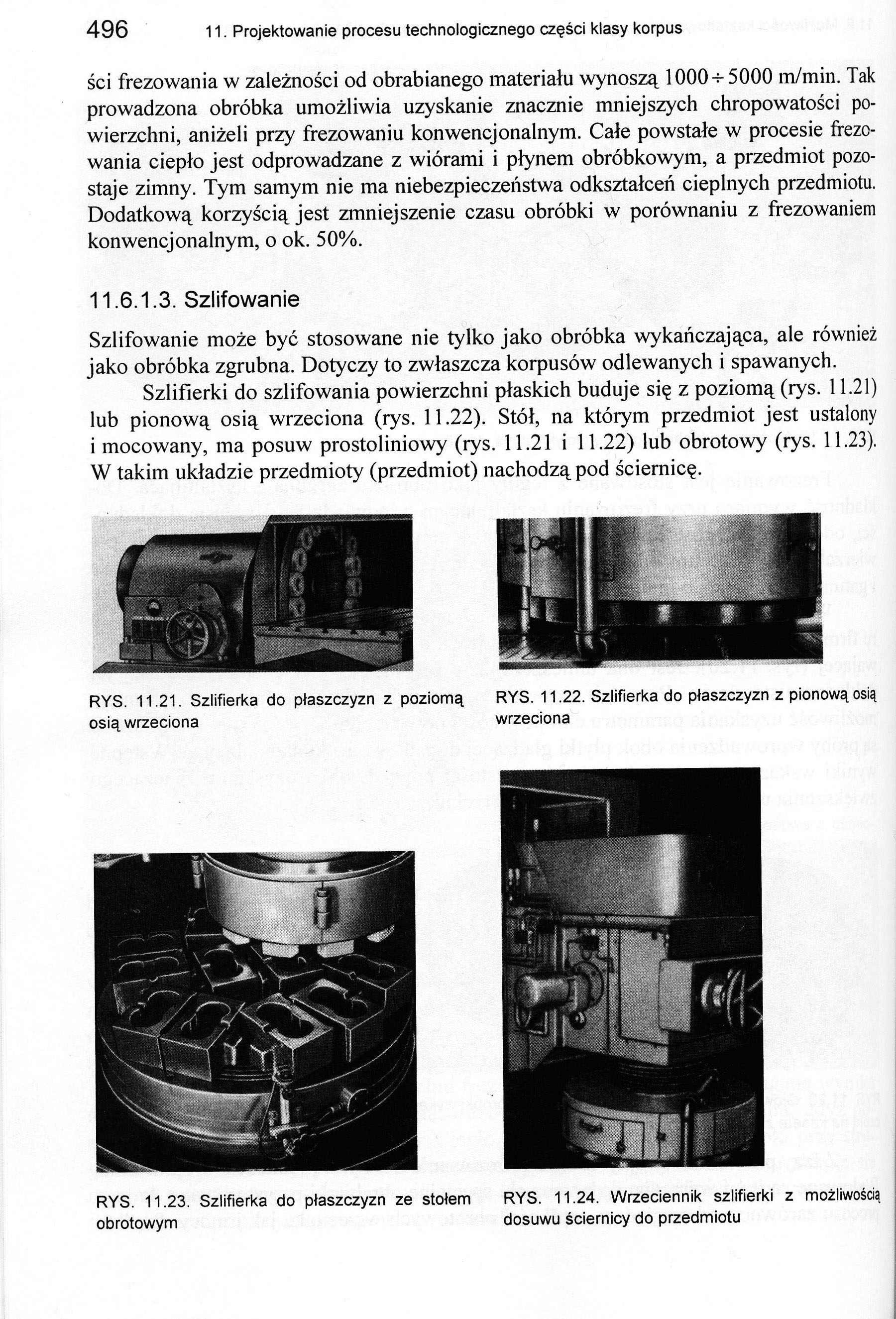
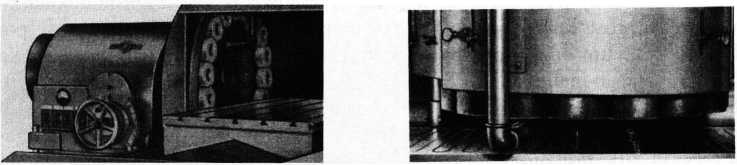
Szlifierki do szlifowania powierzchni płaskich buduje się z poziomą (rys. 11.21) lub pionową osią wrzeciona (rys. 11.22). Stół, na którym przedmiot jest ustalony i mocowany, ma posuw prostoliniowy (rys. 11.21 i 11.22) lub obrotowy (rys. 11.23). W takim układzie przedmioty (przedmiot) nachodzą pod ściernicę.
RYS. 11.21. Szlifierka do płaszczyzn z poziomą RYS. 11.22. Szlifierka do płaszczyzn z pionową osią osią wrzeciona wrzeciona
RYS. 11.23. Szlifierka do płaszczyzn ze stołem RYS. 11.24. Wrzeciennik szlifierki z możliwośdą obrotowym dosuwu ściernicy do przedmiotu
Wyszukiwarka
Podobne podstrony:
M Feld TBM482 482 11. Projektowanie procesu technologicznego części klasy korpus Ra20/tia10/ RaS/Ra^
M Feld TBM484 484 11. Projektowanie procesu technologicznego części klasy korpus 7. &nbs
M Feld TBM488 488 11. Projektowanie procesu technologicznego części klasy korpus11.5.1. Ramowy proce
M Feld TBM490 490 11. Projektowanie procesu technologicznego części klasy korpus Korpus przedstawion
M Feld TBM492 492 11. Projektowanie procesu technologicznego części klasy korpus odprężające. Trasow
M Feld TBM494 494 11. Projektowanie procesu technologicznego części klasy korpus RYS. 11.18. Głowica
M Feld TBM498 498 11. Projektowanie procesu technologicznego części klasy korpus Szlifowanie jako ob
M Feld TBM500 500 11. Projektowanie procesu technologicznego części klasy korpus wysokich dokładnośc
M Feld TBM502 502 11. Projektowanie procesu technologicznego części klasy korpus RYS. 11.33. Rozwiąz
M Feld TBM506 506 11. Projektowanie procesu technologicznego części klasy korpus Skrobanie jest obró
M Feld TBM508 508 11. Projektowanie procesu technologicznego części klasy korpus RYS. 11.42. Wytacza
M Feld TBM510 510 11. Projektowanie procesu technologicznego części klasy korpus RYS. 11.46. Zderzak
M Feld TBM512 512 11. Projektowanie procesu technologicznego części klasy korpus ny mogą być dwie lu
M Feld TBM514 514 11. Projektowanie procesu technologicznego części klasy korpus wierzchnie można ob
M Feld TBM516 516 11. Projektowanie procesu technologicznego części klasy korpus11.7.1. Obróbka częś
M Feld TBM522 522 11. Projektowanie procesu technologicznego części klasy korpus RYS. 11.65. Obróbka
M Feld TBM530 530 11. Projektowanie procesu technologicznego części klasy korpus11.8.2. Proces techn
M Feld TBM540 540 11. Projektowanie procesu technologicznego części klasy korpus RYS. 11.78 (cd.)
M Feld TBM486 11. Projektowanie procesu technologicznego części klasy korpus RYS. 11.9. Korpus maty4
więcej podobnych podstron