M Feld TBM500
500
11. Projektowanie procesu technologicznego części klasy korpus
wysokich dokładności i małych chropowatości powierzchni. Proces ten wymaga bardzo intensywnego chłodzenia strefy obróbkowej. Zadaniem doprowadzonego płynu obróbkowego, oprócz chłodzenia, jest wypłukiwanie wykruszonych ziarn ściernych, jak i cząstek obrabianego materiału.
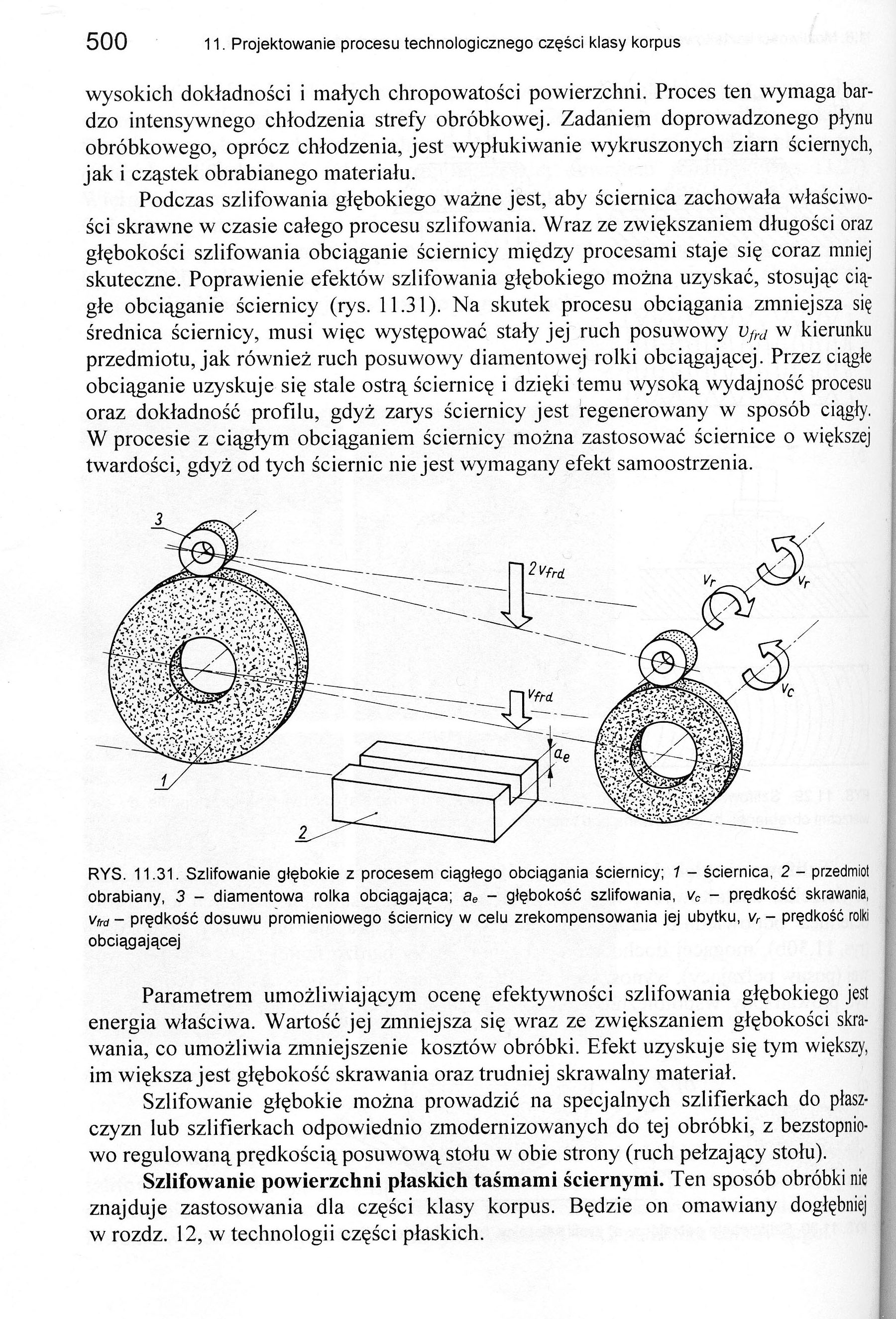
Podczas szlifowania głębokiego ważne jest, aby ściernica zachowała właściwości skrawne w czasie całego procesu szlifowania. Wraz ze zwiększaniem długości oraz głębokości szlifowania obciąganie ściernicy między procesami staje się coraz mniej skuteczne. Poprawienie efektów szlifowania głębokiego można uzyskać, stosując ciągłe obciąganie ściernicy (rys. 11.31). Na skutek procesu obciągania zmniejsza się średnica ściernicy, musi więc występować stały jej ruch posuwowy V/rd w kierunku przedmiotu, jak również ruch posuwowy diamentowej rolki obciągającej. Przez ciągłe obciąganie uzyskuje się stale ostrą ściernicę i dzięki temu wysoką wydajność procesu oraz dokładność profilu, gdyż zarys ściernicy jest regenerowany w sposób ciągły. W procesie z ciągłym obciąganiem ściernicy można zastosować ściernice o większej twardości, gdyż od tych ściernic nie jest wymagany efekt samoostrzenia.
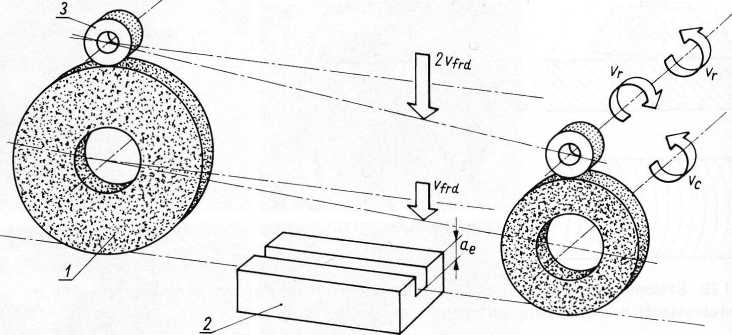
RYS. 11.31. Szlifowanie głębokie z procesem ciągłego obciągania ściernicy; 1 - ściernica, 2 - przedmiot obrabiany, 3 - diamentowa rolka obciągająca; aB - głębokość szlifowania, vc - prędkość skrawania, Vfrd - prędkość dosuwu promieniowego ściernicy w celu zrekompensowania jej ubytku, vr - prędkość rolki obciągającej
Parametrem umożliwiającym ocenę efektywności szlifowania głębokiego jest energia właściwa. Wartość jej zmniejsza się wraz ze zwiększaniem głębokości skrawania, co umożliwia zmniejszenie kosztów obróbki. Efekt uzyskuje się tym większy, im większa jest głębokość skrawania oraz trudniej skrawalny materiał.
Szlifowanie głębokie można prowadzić na specjalnych szlifierkach do płaszczyzn lub szlifierkach odpowiednio zmodernizowanych do tej obróbki, z bezstopnio-wo regulowaną prędkością posuwową stołu w obie strony (ruch pełzający stołu).
Szlifowanie powierzchni płaskich taśmami ściernymi. Ten sposób obróbki nie znajduje zastosowania dla części klasy korpus. Będzie on omawiany dogłębniej w rozdz. 12, w technologii części płaskich.
Wyszukiwarka
Podobne podstrony:
M Feld TBM482 482 11. Projektowanie procesu technologicznego części klasy korpus Ra20/tia10/ RaS/Ra^
M Feld TBM484 484 11. Projektowanie procesu technologicznego części klasy korpus 7. &nbs
M Feld TBM488 488 11. Projektowanie procesu technologicznego części klasy korpus11.5.1. Ramowy proce
M Feld TBM490 490 11. Projektowanie procesu technologicznego części klasy korpus Korpus przedstawion
M Feld TBM492 492 11. Projektowanie procesu technologicznego części klasy korpus odprężające. Trasow
M Feld TBM494 494 11. Projektowanie procesu technologicznego części klasy korpus RYS. 11.18. Głowica
M Feld TBM496 496 11. Projektowanie procesu technologicznego części klasy korpus ś
M Feld TBM498 498 11. Projektowanie procesu technologicznego części klasy korpus Szlifowanie jako ob
M Feld TBM502 502 11. Projektowanie procesu technologicznego części klasy korpus RYS. 11.33. Rozwiąz
M Feld TBM506 506 11. Projektowanie procesu technologicznego części klasy korpus Skrobanie jest obró
M Feld TBM508 508 11. Projektowanie procesu technologicznego części klasy korpus RYS. 11.42. Wytacza
M Feld TBM510 510 11. Projektowanie procesu technologicznego części klasy korpus RYS. 11.46. Zderzak
M Feld TBM512 512 11. Projektowanie procesu technologicznego części klasy korpus ny mogą być dwie lu
M Feld TBM514 514 11. Projektowanie procesu technologicznego części klasy korpus wierzchnie można ob
M Feld TBM516 516 11. Projektowanie procesu technologicznego części klasy korpus11.7.1. Obróbka częś
M Feld TBM522 522 11. Projektowanie procesu technologicznego części klasy korpus RYS. 11.65. Obróbka
M Feld TBM530 530 11. Projektowanie procesu technologicznego części klasy korpus11.8.2. Proces techn
M Feld TBM540 540 11. Projektowanie procesu technologicznego części klasy korpus RYS. 11.78 (cd.)
M Feld TBM486 11. Projektowanie procesu technologicznego części klasy korpus RYS. 11.9. Korpus maty4
więcej podobnych podstron