M Feld TBM508
11. Projektowanie procesu technologicznego części klasy korpus
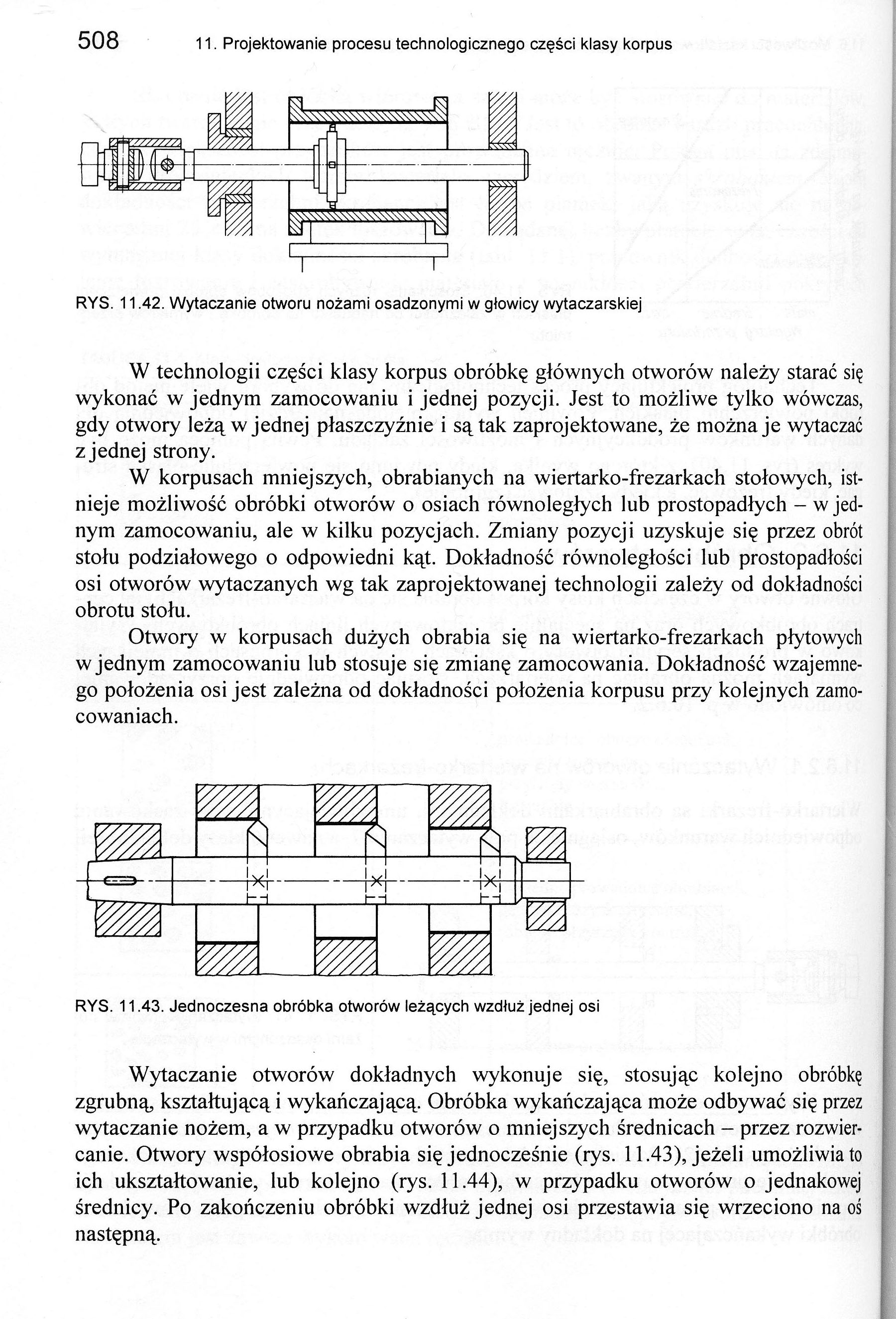
RYS. 11.42. Wytaczanie otworu nożami osadzonymi w głowicy wytaczarskiej
W technologii części klasy korpus obróbkę głównych otworów należy starać się wykonać w jednym zamocowaniu i jednej pozycji. Jest to możliwe tylko wówczas, gdy otwory leżą w jednej płaszczyźnie i są tak zaprojektowane, że można je wytaczać z jednej strony.
W korpusach mniejszych, obrabianych na wiertarko-frezarkach stołowych, istnieje możliwość obróbki otworów o osiach równoległych lub prostopadłych - w jednym zamocowaniu, ale w kilku pozycjach. Zmiany pozycji uzyskuje się przez obrót stołu podziałowego o odpowiedni kąt. Dokładność równoległości lub prostopadłości osi otworów wytaczanych wg tak zaprojektowanej technologii zależy od dokładności obrotu stołu.
Otwory w korpusach dużych obrabia się na wiertarko-frezarkach płytowych w jednym zamocowaniu lub stosuje się zmianę zamocowania. Dokładność wzajemnego położenia osi jest zależna od dokładności położenia korpusu przy kolejnych zamocowaniach.
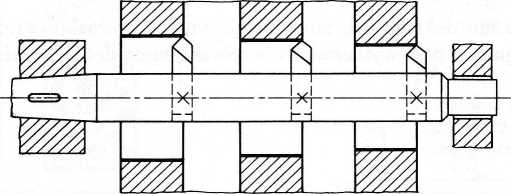
RYS. 11.43. Jednoczesna obróbka otworów leżących wzdłuż jednej osi
Wytaczanie otworów dokładnych wykonuje się, stosując kolejno obróbkę zgrubną, kształtującą i wykańczającą. Obróbka wykańczająca może odbywać się przez wytaczanie nożem, a w przypadku otworów o mniejszych średnicach - przez rozwier-canie. Otwory współosiowe obrabia się jednocześnie (rys. 11.43), jeżeli umożliwia to ich ukształtowanie, lub kolejno (rys. 11.44), w przypadku otworów o jednakowej średnicy. Po zakończeniu obróbki wzdłuż jednej osi przestawia się wrzeciono na oś następną.
Wyszukiwarka
Podobne podstrony:
M Feld TBM464 464 10. Projektowanie procesu technologicznego części klasy dźwignia RYS. 10.21. Obrób
M Feld TBM486 11. Projektowanie procesu technologicznego części klasy korpus RYS. 11.9. Korpus maty4
M Feld TBM494 494 11. Projektowanie procesu technologicznego części klasy korpus RYS. 11.18. Głowica
M Feld TBM502 502 11. Projektowanie procesu technologicznego części klasy korpus RYS. 11.33. Rozwiąz
M Feld TBM510 510 11. Projektowanie procesu technologicznego części klasy korpus RYS. 11.46. Zderzak
M Feld TBM522 522 11. Projektowanie procesu technologicznego części klasy korpus RYS. 11.65. Obróbka
M Feld TBM540 540 11. Projektowanie procesu technologicznego części klasy korpus RYS. 11.78 (cd.)
M Feld TBM474 474 10. Projektowanie procesu technologicznego części klasy dźwignia
M Feld TBM482 482 11. Projektowanie procesu technologicznego części klasy korpus Ra20/tia10/ RaS/Ra^
M Feld TBM484 484 11. Projektowanie procesu technologicznego części klasy korpus 7. &nbs
M Feld TBM488 488 11. Projektowanie procesu technologicznego części klasy korpus11.5.1. Ramowy proce
M Feld TBM490 490 11. Projektowanie procesu technologicznego części klasy korpus Korpus przedstawion
M Feld TBM492 492 11. Projektowanie procesu technologicznego części klasy korpus odprężające. Trasow
M Feld TBM496 496 11. Projektowanie procesu technologicznego części klasy korpus ś
M Feld TBM498 498 11. Projektowanie procesu technologicznego części klasy korpus Szlifowanie jako ob
M Feld TBM500 500 11. Projektowanie procesu technologicznego części klasy korpus wysokich dokładnośc
M Feld TBM506 506 11. Projektowanie procesu technologicznego części klasy korpus Skrobanie jest obró
M Feld TBM512 512 11. Projektowanie procesu technologicznego części klasy korpus ny mogą być dwie lu
M Feld TBM514 514 11. Projektowanie procesu technologicznego części klasy korpus wierzchnie można ob
więcej podobnych podstron