M Feld TBM512
512
11. Projektowanie procesu technologicznego części klasy korpus
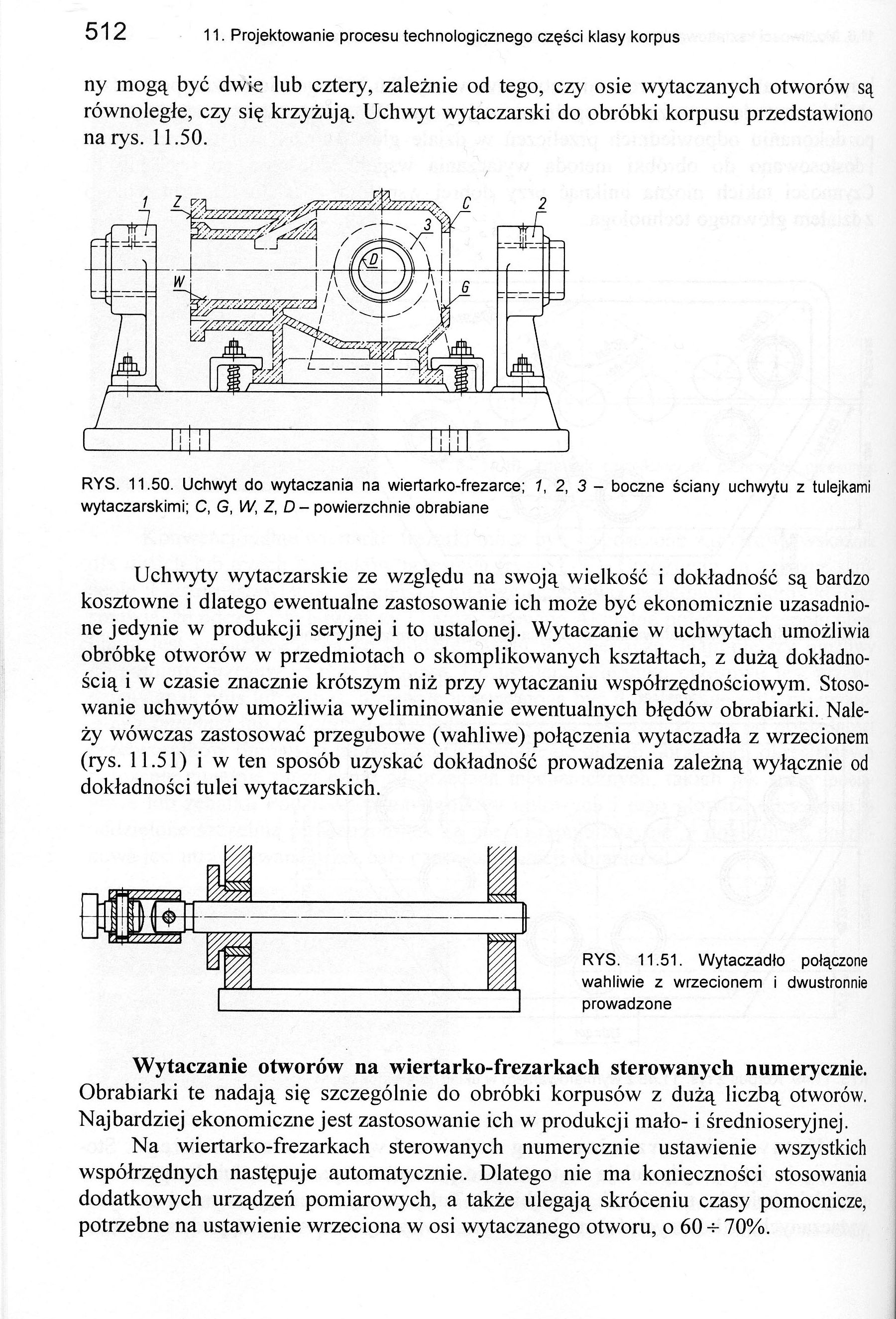
ny mogą być dwie lub cztery, zależnie od tego, czy osie wytaczanych otworów są równoległe, czy się krzyżują. Uchwyt wytaczarski do obróbki korpusu przedstawiono na rys. 11.50.
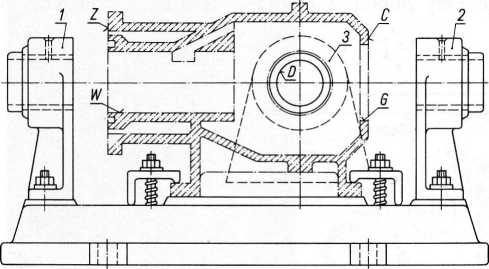
RYS. 11.50. Uchwyt do wytaczania na wiertarko-frezarce; 1, 2, 3 - boczne ściany uchwytu z tulejkami wytaczarskimi; C, G, W, Z, D - powierzchnie obrabiane
Uchwyty wytaczarskie ze względu na swoją wielkość i dokładność są bardzo kosztowne i dlatego ewentualne zastosowanie ich może być ekonomicznie uzasadnione jedynie w produkcji seryjnej i to ustalonej. Wytaczanie w uchwytach umożliwia obróbkę otworów w przedmiotach o skomplikowanych kształtach, z dużą dokładnością i w czasie znacznie krótszym niż przy wytaczaniu współrzędnościowym. Stosowanie uchwytów umożliwia wyeliminowanie ewentualnych błędów obrabiarki. Należy wówczas zastosować przegubowe (wahliwe) połączenia wytaczadła z wrzecionem (rys. 11.51) i w ten sposób uzyskać dokładność prowadzenia zależną wyłącznie od dokładności tulei wytaczarskich.
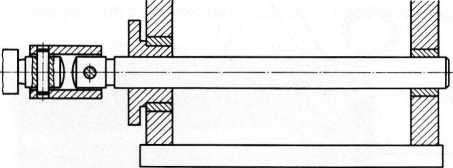
RYS. 11.51. Wytaczadło połączone wahliwie z wrzecionem i dwustronnie prowadzone
Wytaczanie otworów na wiertarko-frezarkach sterowanych numerycznie.
Obrabiarki te nadają się szczególnie do obróbki korpusów z dużą liczbą otworów. Najbardziej ekonomiczne jest zastosowanie ich w produkcji mało- i średnioseryjnej.
Na wiertarko-frezarkach sterowanych numerycznie ustawienie wszystkich współrzędnych następuje automatycznie. Dlatego nie ma konieczności stosowania dodatkowych urządzeń pomiarowych, a także ulegają skróceniu czasy pomocnicze, potrzebne na ustawienie wrzeciona w osi wytaczanego otworu, o 60 -h 70%.
Wyszukiwarka
Podobne podstrony:
M Feld TBM482 482 11. Projektowanie procesu technologicznego części klasy korpus Ra20/tia10/ RaS/Ra^
M Feld TBM484 484 11. Projektowanie procesu technologicznego części klasy korpus 7. &nbs
M Feld TBM488 488 11. Projektowanie procesu technologicznego części klasy korpus11.5.1. Ramowy proce
M Feld TBM490 490 11. Projektowanie procesu technologicznego części klasy korpus Korpus przedstawion
M Feld TBM492 492 11. Projektowanie procesu technologicznego części klasy korpus odprężające. Trasow
M Feld TBM494 494 11. Projektowanie procesu technologicznego części klasy korpus RYS. 11.18. Głowica
M Feld TBM496 496 11. Projektowanie procesu technologicznego części klasy korpus ś
M Feld TBM498 498 11. Projektowanie procesu technologicznego części klasy korpus Szlifowanie jako ob
M Feld TBM500 500 11. Projektowanie procesu technologicznego części klasy korpus wysokich dokładnośc
M Feld TBM502 502 11. Projektowanie procesu technologicznego części klasy korpus RYS. 11.33. Rozwiąz
M Feld TBM506 506 11. Projektowanie procesu technologicznego części klasy korpus Skrobanie jest obró
M Feld TBM508 508 11. Projektowanie procesu technologicznego części klasy korpus RYS. 11.42. Wytacza
M Feld TBM510 510 11. Projektowanie procesu technologicznego części klasy korpus RYS. 11.46. Zderzak
M Feld TBM514 514 11. Projektowanie procesu technologicznego części klasy korpus wierzchnie można ob
M Feld TBM516 516 11. Projektowanie procesu technologicznego części klasy korpus11.7.1. Obróbka częś
M Feld TBM522 522 11. Projektowanie procesu technologicznego części klasy korpus RYS. 11.65. Obróbka
M Feld TBM530 530 11. Projektowanie procesu technologicznego części klasy korpus11.8.2. Proces techn
M Feld TBM540 540 11. Projektowanie procesu technologicznego części klasy korpus RYS. 11.78 (cd.)
M Feld TBM486 11. Projektowanie procesu technologicznego części klasy korpus RYS. 11.9. Korpus maty4
więcej podobnych podstron