M Feld TBM526
526 11. Projektowanie procesu technologicznego części klasy korpus
|
KARTA TECHNOLOGICZNA |
Nazwa części Korpus |
Nr rysunku KOP-Ol.Ol | ||||||||||
|
Gat. materiału Zł 250 |
Półfabrykat Odlew |
Masa kg/1 szt. |
Masa kg/sztuk w serii |
Sztuk w serii 5 | ||||||||
|
Nr operacji |
Stano wisko |
Treść operacji |
Pomoce warsztatowe |
Kat. pracy |
Czas w minutach | |||||||
|
t„: |
h |
Ogółem | ||||||||||
|
w |
RT |
Trasowanie |
Instrukcja Nr I | |||||||||
|
20 |
FV |
Frezowanie zgrubne i kształtujące powierzchni górnej korpusu wg trasy |
Głowica frezowa Suwmiarka MA Ub 250 | |||||||||
|
30 |
FV |
Frezowanie zgrubne i kształtujące powierzchni podstawy wg trasy |
Głowica frezowa Suwmiarka MA Ub 250 | |||||||||
|
40 |
WF |
Wytaczanie głównych otworów |
Instrukcja Nr 2 | |||||||||
|
50 |
RT |
Trasowanie 4 otworów 014 w podstawie i 4 otworów M8 na powierzchni górnej. Trasowanie 16 otworów M8 na powierzchniach bocznych | ||||||||||
|
60 |
WK |
Wiercenie i pogłębianie 4 otworów 014/020 w podstawie wg trasy, wiercenie 20 otworów 06,8 pod gwint M8 wg trasy, gwintowanie 20 otworów M8 | ||||||||||
|
70 |
KJ |
Kontrola jakości. Sprawdzenie średnic otworów 065H7 i 0 75H7. Sprawdzenie odległości osi otworów: 73+7-0,05 i 70+7-0,05 |
Sprawdzian tłoczkowy MSB a 065H7 i 075H7. Wałki kontrolne 065h6 i 075h6 | |||||||||
|
Opracował |
Kalkulował |
Zatwierdził | ||||||||||
|
Data |
Podpis |
Data |
Podpis |
Data |
Podpis | |||||||
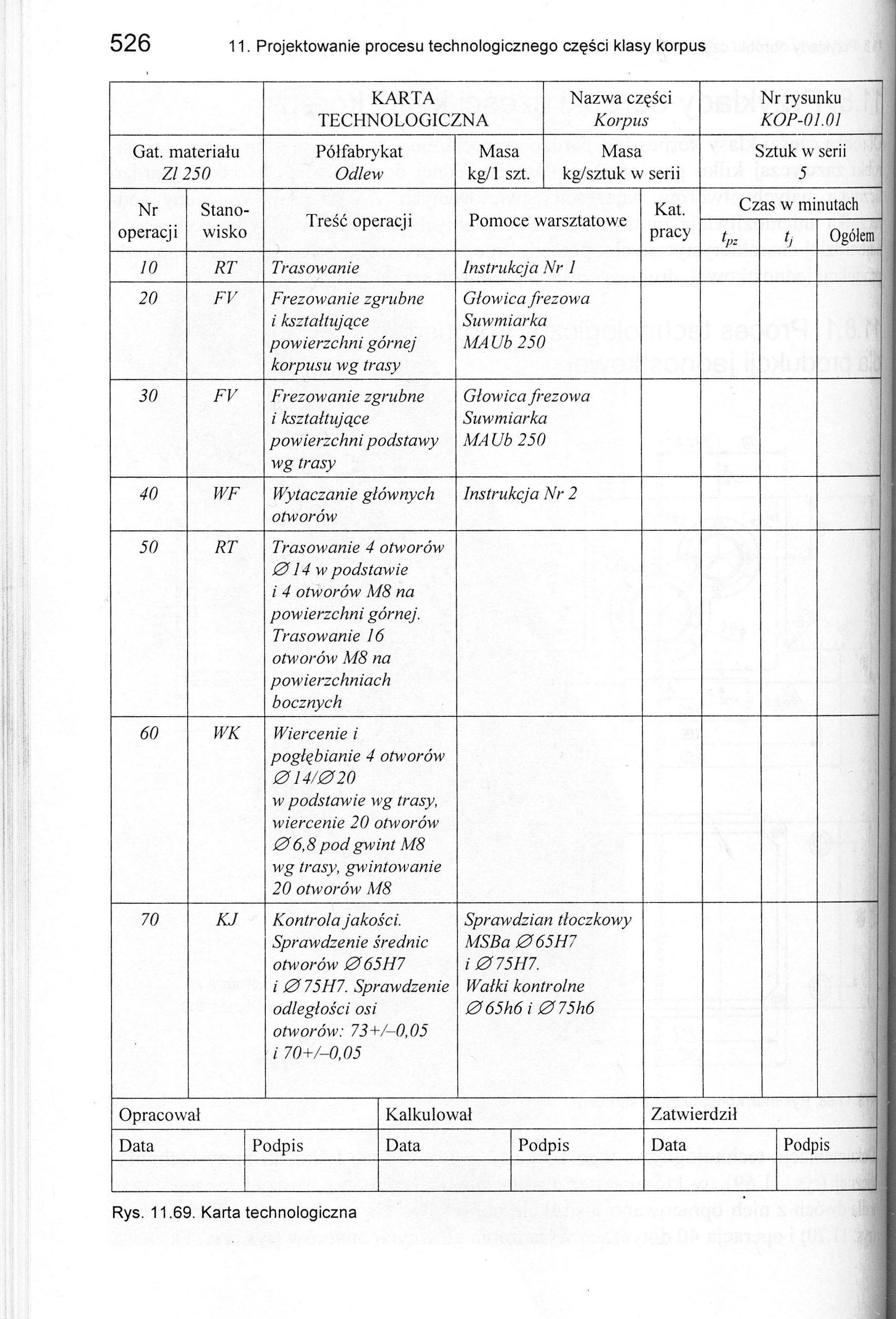
Rys. 11.69. Karta technologiczna
Wyszukiwarka
Podobne podstrony:
M Feld TBM482 482 11. Projektowanie procesu technologicznego części klasy korpus Ra20/tia10/ RaS/Ra^
M Feld TBM484 484 11. Projektowanie procesu technologicznego części klasy korpus 7. &nbs
M Feld TBM488 488 11. Projektowanie procesu technologicznego części klasy korpus11.5.1. Ramowy proce
M Feld TBM490 490 11. Projektowanie procesu technologicznego części klasy korpus Korpus przedstawion
M Feld TBM492 492 11. Projektowanie procesu technologicznego części klasy korpus odprężające. Trasow
M Feld TBM494 494 11. Projektowanie procesu technologicznego części klasy korpus RYS. 11.18. Głowica
M Feld TBM496 496 11. Projektowanie procesu technologicznego części klasy korpus ś
M Feld TBM498 498 11. Projektowanie procesu technologicznego części klasy korpus Szlifowanie jako ob
M Feld TBM500 500 11. Projektowanie procesu technologicznego części klasy korpus wysokich dokładnośc
M Feld TBM502 502 11. Projektowanie procesu technologicznego części klasy korpus RYS. 11.33. Rozwiąz
M Feld TBM506 506 11. Projektowanie procesu technologicznego części klasy korpus Skrobanie jest obró
M Feld TBM508 508 11. Projektowanie procesu technologicznego części klasy korpus RYS. 11.42. Wytacza
M Feld TBM510 510 11. Projektowanie procesu technologicznego części klasy korpus RYS. 11.46. Zderzak
M Feld TBM512 512 11. Projektowanie procesu technologicznego części klasy korpus ny mogą być dwie lu
M Feld TBM514 514 11. Projektowanie procesu technologicznego części klasy korpus wierzchnie można ob
M Feld TBM516 516 11. Projektowanie procesu technologicznego części klasy korpus11.7.1. Obróbka częś
M Feld TBM522 522 11. Projektowanie procesu technologicznego części klasy korpus RYS. 11.65. Obróbka
M Feld TBM530 530 11. Projektowanie procesu technologicznego części klasy korpus11.8.2. Proces techn
M Feld TBM540 540 11. Projektowanie procesu technologicznego części klasy korpus RYS. 11.78 (cd.)
więcej podobnych podstron