M Feld TBM263
8.4. Podział części klasy wał
263
#
|
- |
-> |
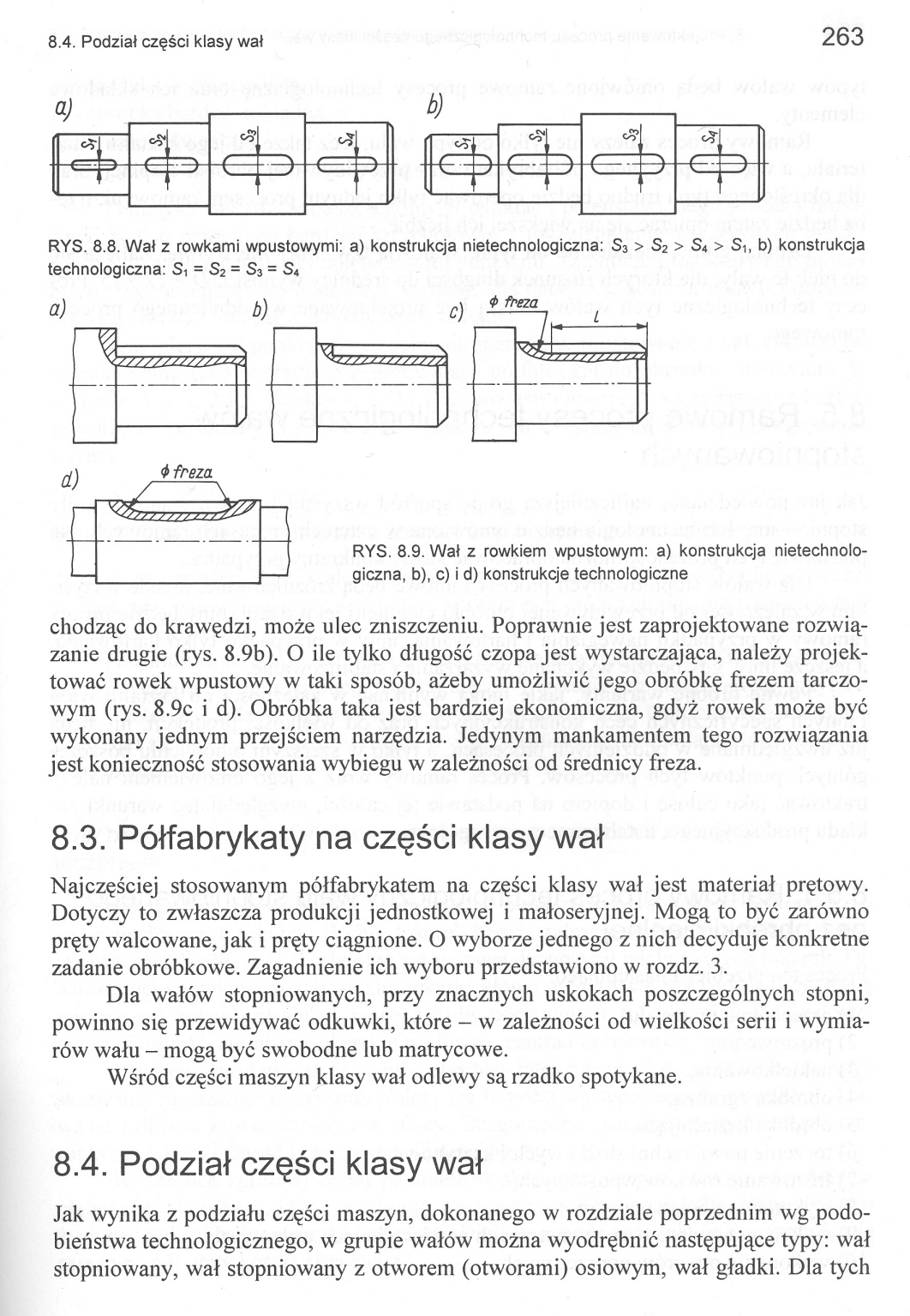
RYS. 8.8. Wał z rowkami wpustowymi: a) konstrukcja nietechnologiczna: S3 > S2 > S4 > Si, b) konstrukcja technologiczna: Si = S2 = S3 = S4
<t> freza
|
r |
1 | |
|
t |
J |
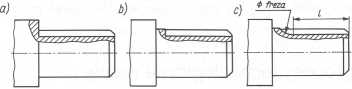
RYS. 8.9. Wał z rowkiem wpustowym: a) konstrukcja nietechnologiczna, b), c) i d) konstrukcje technologiczne
chodząc do krawędzi, może ulec zniszczeniu. Poprawnie jest zaprojektowane rozwiązanie drugie (rys. 8.9b). O ile tylko długość czopa jest wystarczająca, należy projektować rowek wpustowy w taki sposób, ażeby umożliwić jego obróbkę frezem tarczowym (rys. 8.9c i d). Obróbka taka jest bardziej ekonomiczna, gdyż rowek może być wykonany jednym przejściem narzędzia. Jedynym mankamentem tego rozwiązania jest konieczność stosowania wybiegu w zależności od średnicy freza.
8.3. Półfabrykaty na części klasy wał
Najczęściej stosowanym półfabrykatem na części klasy wał jest materiał prętowy. Dotyczy to zwłaszcza produkcji jednostkowej i małoseryjnej. Mogą to być zarówno pręty walcowane, jak i pręty ciągnione. O wyborze jednego z nich decyduje konkretne zadanie obróbkowe. Zagadnienie ich wyboru przedstawiono w rozdz. 3.
Dla wałów stopniowanych, przy znacznych uskokach poszczególnych stopni, powinno się przewidywać odkuwki, które - w zależności od wielkości serii i wymiarów wału - mogą być swobodne lub matrycowe.
Wśród części maszyn klasy wał odlewy są rzadko spotykane.
8.4. Podział części klasy wał
Jak wynika z podziału części maszyn, dokonanego w rozdziale poprzednim wg podobieństwa technologicznego, w grupie wałów można wyodrębnić następujące typy: wał stopniowany, wał stopniowany z otworem (otworami) osiowym, wał gładki. Dla tych
Wyszukiwarka
Podobne podstrony:
M Feld TBM379 379 9.4. Podział części klasy tuleja i tarcza RYS. 9.11. Walcowanie (wyoblanie) koła p
M Feld TBM261 8.2. Technologiczność konstrukcji części klasy wał RYS. 8.2. Rozwiązania konstrukcyjne
M Feld TBM278 8. Projektowanie procesu technologicznego części klasy wał RYS. 8.30. Szlifowanie bezk
M Feld TBM284 284 8. Projektowanie procesu technologicznego części klasy wał RYS. 8.38. Wpływ niewyw
M Feld TBM292 8. Projektowanie procesu technologicznego części klasy wał RYS. 8.49. Ostrza z materia
M Feld TBM298 298 8. Projektowanie procesu technologicznego części klasy wał Dogładzanie oscylacyjne
M Feld TBM320 320 8. Projektowanie procesu technologicznego części klasy wał RYS. 8.90. Rodzaje noży
M Feld TBM322 322 8. Projektowanie procesu technologicznego części klasy wał RYS. 8.93. Noże grzebie
M Feld TBM324 324 8. Projektowanie procesu technologicznego części klasy wał RYS. 8.96. Zasada pracy
M Feld TBM348 348 8. Projektowanie procesu technologicznego części klasy wał RYS. 8.130. Układ roboc
M Feld TBM349 349 8.6. Możliwości obróbki części klasy wał RYS. 8.132. Toczenie wału na tokarce kopi
M Feld TBM353 8.6. Możliwości obróbki części klasy wał 353 RYS. 8.139. Przestrzeń robocza automatu t
M Feld TBM485 485 11.4. Podział części klasy korpus RYS. 11.8. Otwór z podcięciami pod pierścienie o
M Feld TBM346 346 8. Projektowanie procesu technologicznego części klasy wał RYS. 8.127. Efektywna d
M Feld TBM258 7. Podział części maszyn dla racjonalnego przeprowadzenia ich obróbki258 RYS. 7.6. Prz
M Feld TBM260 8. Projektowanie procesu technologicznego części klasy wał 2608.2. Technologiczność ko
M Feld TBM262 262 8. Projektowanie procesu technologicznego części klasy wał niem jest konieczne, to
M Feld TBM264 264 8. Projektowanie procesu technologicznego części klasy wał typów wałów będą omówio
M Feld TBM266 266 8. Projektowanie procesu technologicznego części klasy wał Posuw w obróbce zgrubne
więcej podobnych podstron