M Feld TBM485
485
11.4. Podział części klasy korpus
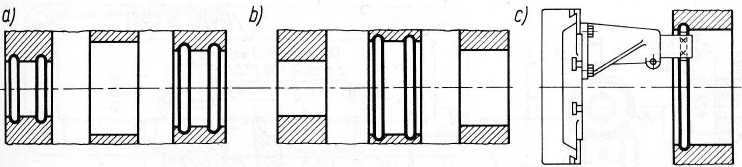
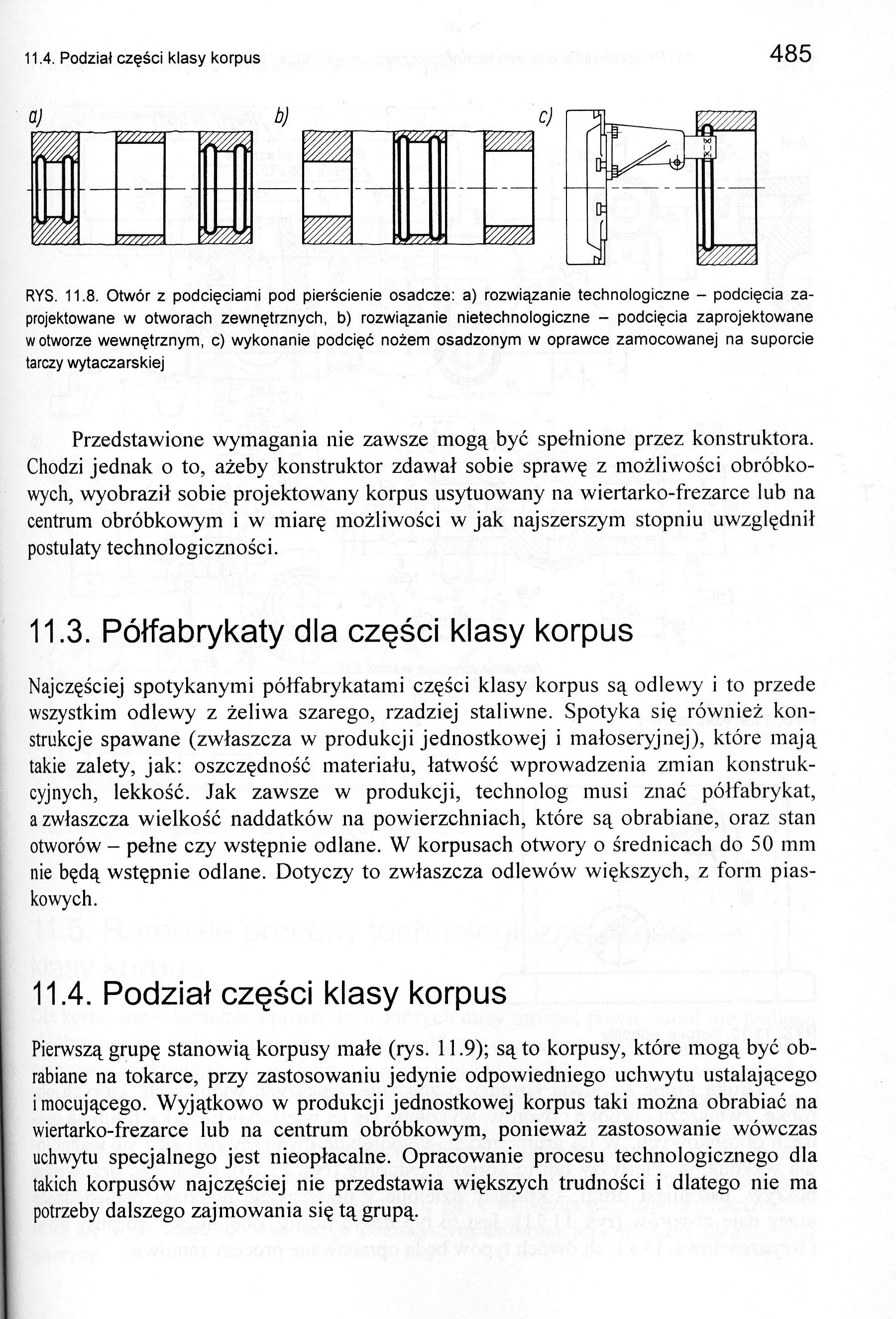
RYS. 11.8. Otwór z podcięciami pod pierścienie osadcze: a) rozwiązanie technologiczne - podcięcia zaprojektowane w otworach zewnętrznych, b) rozwiązanie nietechnologiczne - podcięcia zaprojektowane w otworze wewnętrznym, c) wykonanie podcięć nożem osadzonym w oprawce zamocowanej na suporcie tarczy wytaczarskiej
Przedstawione wymagania nie zawsze mogą być spełnione przez konstruktora. Chodzi jednak o to, ażeby konstruktor zdawał sobie sprawę z możliwości obróbkowych, wyobraził sobie projektowany korpus usytuowany na wiertarko-frezarce lub na centrum obróbkowym i w miarę możliwości w jak najszerszym stopniu uwzględnił postulaty technologiczności.
11.3. Półfabrykaty dla części klasy korpus
Najczęściej spotykanymi półfabrykatami części klasy korpus są odlewy i to przede wszystkim odlewy z żeliwa szarego, rzadziej staliwne. Spotyka się również konstrukcje spawane (zwłaszcza w produkcji jednostkowej i małoseryjnej), które mają takie zalety, jak: oszczędność materiału, łatwość wprowadzenia zmian konstrukcyjnych, lekkość. Jak zawsze w produkcji, technolog musi znać półfabrykat, a zwłaszcza wielkość naddatków na powierzchniach, które są obrabiane, oraz stan otworów - pełne czy wstępnie odlane. W korpusach otwory o średnicach do 50 mm nie będą wstępnie odlane. Dotyczy to zwłaszcza odlewów większych, z form piaskowych.
11.4. Podział części klasy korpus
Pierwszą grupę stanowią korpusy małe (rys. 11.9); są to korpusy, które mogą być obrabiane na tokarce, przy zastosowaniu jedynie odpowiedniego uchwytu ustalającego i mocującego. Wyjątkowo w produkcji jednostkowej korpus taki można obrabiać na wiertarko-frezarce lub na centrum obróbkowym, ponieważ zastosowanie wówczas uchwytu specjalnego jest nieopłacalne. Opracowanie procesu technologicznego dla takich korpusów najczęściej nie przedstawia większych trudności i dlatego nie ma potrzeby dalszego zajmowania się tą grupą.
Wyszukiwarka
Podobne podstrony:
M Feld TBM483 483 11.2. Technologiczność konstrukcji części klasy korpus RYS. 11.2. Otwór dokładny w
M Feld TBM486 11. Projektowanie procesu technologicznego części klasy korpus RYS. 11.9. Korpus maty4
M Feld TBM494 494 11. Projektowanie procesu technologicznego części klasy korpus RYS. 11.18. Głowica
M Feld TBM499 11.6. Możliwości kształtowania powierzchni występujących w częściach klasy korpus499 R
M Feld TBM502 502 11. Projektowanie procesu technologicznego części klasy korpus RYS. 11.33. Rozwiąz
M Feld TBM503 11.6. Możliwości kształtowania powierzchni występujących w częściach klasy korpus RYS.
M Feld TBM508 508 11. Projektowanie procesu technologicznego części klasy korpus RYS. 11.42. Wytacza
M Feld TBM509 509 11.6. Możliwości kształtowania powierzchni występujących w częściach klasy korpus
M Feld TBM510 510 11. Projektowanie procesu technologicznego części klasy korpus RYS. 11.46. Zderzak
M Feld TBM522 522 11. Projektowanie procesu technologicznego części klasy korpus RYS. 11.65. Obróbka
M Feld TBM540 540 11. Projektowanie procesu technologicznego części klasy korpus RYS. 11.78 (cd.)
M Feld TBM585 585 13.4. Podział części klasy koło zębate13.3. Półfabrykaty dla części klasy koło zęb
M Feld TBM278 8. Projektowanie procesu technologicznego części klasy wał RYS. 8.30. Szlifowanie bezk
M Feld TBM292 8. Projektowanie procesu technologicznego części klasy wał RYS. 8.49. Ostrza z materia
M Feld TBM349 349 8.6. Możliwości obróbki części klasy wał RYS. 8.132. Toczenie wału na tokarce kopi
M Feld TBM379 379 9.4. Podział części klasy tuleja i tarcza RYS. 9.11. Walcowanie (wyoblanie) koła p
M Feld TBM482 482 11. Projektowanie procesu technologicznego części klasy korpus Ra20/tia10/ RaS/Ra^
M Feld TBM484 484 11. Projektowanie procesu technologicznego części klasy korpus 7. &nbs
M Feld TBM488 488 11. Projektowanie procesu technologicznego części klasy korpus11.5.1. Ramowy proce
więcej podobnych podstron