M Feld TBM470
470
Podpis
Podpis
Podpis
10. Projektowanie procesu technologicznego części klasy dźwignia
|
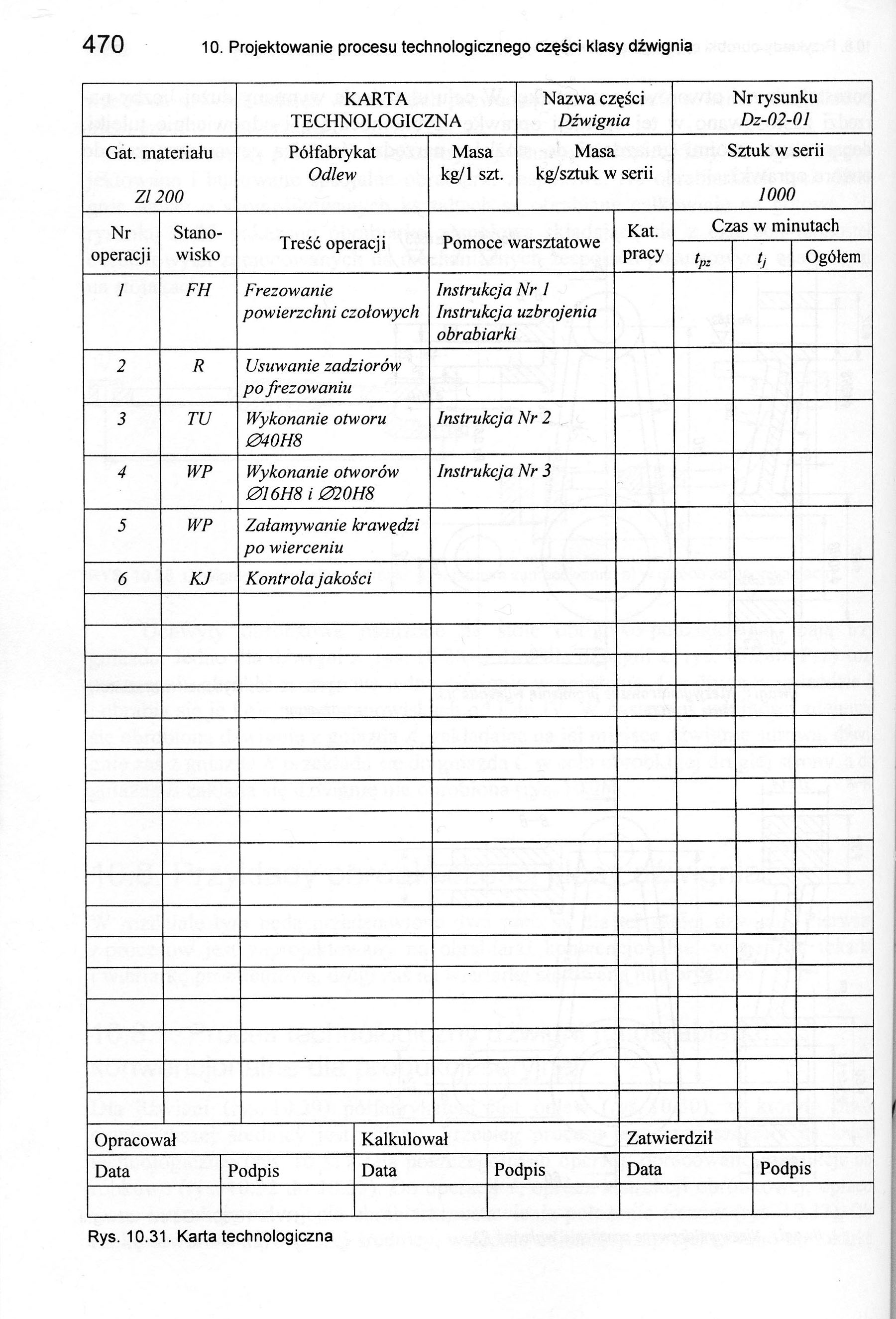
KARTA TECHNOLOGICZNA |
Nazwa części Dźwignia |
Nr rysunku Dz-02-01 | ||||||
|
Gat. materiału Z/ 200 |
Półfabrykat Odlew |
Masa kg/1 szt. |
Masa kg/sztuk w serii |
Sztuk w serii 1000 | ||||
|
Nr operacji |
Stano wisko |
Treść operacji |
Pomoce warsztatowe |
Kat. pracy |
Czas w minutach | |||
|
b: |
t. |
Ogółem | ||||||
|
i |
FH |
Frezowanie powierzchni czołowych |
Instrukcja Nr I Instrukcja uzbrojenia obrabiarki | |||||
|
2 |
R |
Usuwanie zadziorów po frezowaniu | ||||||
|
3 |
TU |
Wykonanie otworu 04OH8 |
Instrukcja Nr 2 | |||||
|
4 |
WP |
Wykonanie otworów 016H8 i 02OH8 |
Instrukcja Nr 3 | |||||
|
5 |
WP |
Załamywanie krawędzi po wierceniu | ||||||
|
6 |
KJ |
Kontrola jakości | ||||||
Opracował
Data
Kalkulował
Data
Zatwierdził
Data
Rys. 10.31. Karta technologiczna
Wyszukiwarka
Podobne podstrony:
M Feld TBM658 658 Opracował Data Podpis Podpis Podpis 13. Projektowanie procesu technologicznego czę
M Feld TBM662 662 Podpis Podpis Podpis 13. Projektowanie procesu technologicznego części klasy koto
M Feld TBM454 454 10. Projektowanie procesu technologicznego części klasy dźwignia W częściach klasy
M Feld TBM456 456 10. Projektowanie procesu technologicznego części klasy dźwignia10.4. Podział częś
M Feld TBM458 458 10. Projektowanie procesu technologicznego części klasy dźwignia Jak widać, proces
M Feld TBM462 462 10. Projektowanie procesu technologicznego części klasy dźwignia Obróbkę otworu do
M Feld TBM464 464 10. Projektowanie procesu technologicznego części klasy dźwignia RYS. 10.21. Obrób
M Feld TBM466 466 10. Projektowanie procesu technologicznego części klasy dźwignia
M Feld TBM468 468 10. Projektowanie procesu technologicznego części klasy dźwignia trzeby stosowania
M Feld TBM472 472 10. Projektowanie procesu technologicznego części klasy dźwigniaInstrukcja uzbroje
M Feld TBM474 474 10. Projektowanie procesu technologicznego części klasy dźwignia
M Feld TBM460 460 10. Projektowanie procesu technologicznego części klasy dźwignia średnicę, obrabia
M Feld TBM364 364 Podpis Podpis Podpis 8. Projektowanie procesu technologicznego części klasy
M Feld TBM434 434 Podpis Podpis Podpis 9. Projektowanie procesu technologicznego części klasy tuleja
M Feld TBM486 11. Projektowanie procesu technologicznego części klasy korpus RYS. 11.9. Korpus maty4
M Feld TBM260 8. Projektowanie procesu technologicznego części klasy wał 2608.2. Technologiczność ko
M Feld TBM262 262 8. Projektowanie procesu technologicznego części klasy wał niem jest konieczne, to
M Feld TBM264 264 8. Projektowanie procesu technologicznego części klasy wał typów wałów będą omówio
M Feld TBM266 266 8. Projektowanie procesu technologicznego części klasy wał Posuw w obróbce zgrubne
więcej podobnych podstron