M Feld TBM658
658
Opracował
Data
Podpis
Podpis
Podpis
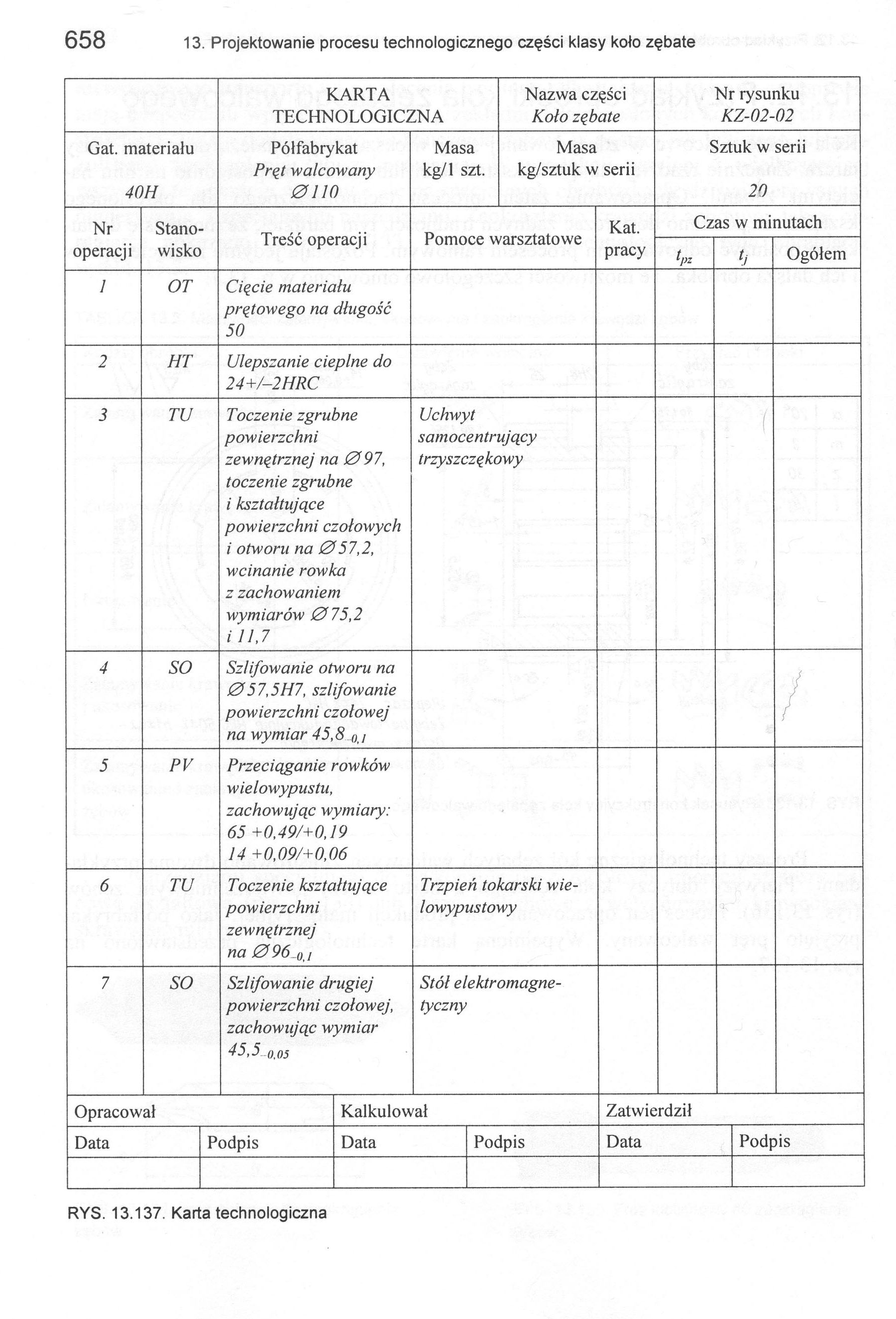
13. Projektowanie procesu technologicznego części klasy koto zębate
|
KARTA TECHNOLOGICZNA |
Nazwa części Koło zębate |
Nr rysunku KZ-02-02 | ||||||
|
Gat. materiału 40H |
Półfabrykat Pręt walcowany 0110 |
Masa kg/1 szt. |
Masa kg/sztuk w serii |
Sztuk w serii 20 | ||||
|
Nr operacji |
Stano wisko |
Treść operacji |
Pomoce warsztatowe |
Kat. pracy |
Czas w minutach | |||
|
tpz |
h |
Ogółem | ||||||
|
i |
OT |
Cięcie materiału prętowego na długość 50 | ||||||
|
2 |
HT |
Ulepszanie cieplne do 24+/-2HRC | ||||||
|
3 |
TU |
Toczenie zgrubne powierzchni zewnętrznej na 097, toczenie zgrubne i kształtujące powierzchni czołowych i otworu na 057,2, wcinanie rowka z zachowaniem wymiarów 075,2 i 11,7 |
Uchwyt samocentrujący trzyszczękowy |
r | ||||
|
4 |
so |
Szlifowanie otworu na 057.5H7, szlifowanie powierzchni czołowej na wymiar 45,8 0,i |
/ | |||||
|
5 |
PV |
Przeciąganie rowków wielowypustu, zachowując wymiary: 65 +0,497+0,19 14 +0,097+0,06 | ||||||
|
6 |
TU |
Toczenie kształtujące powierzchni zewnętrznej na 096 oj |
Trzpień tokarski wie-lowypustowy | |||||
|
7 |
SO |
Szlifowanie drugiej powierzchni czołowej, zachowując wymiar 45.5-o.o3 |
Stół elektromagnetyczny | |||||
Kalkulował
Data
Zatwierdził
Data
RYS. 13.137, Karta technologiczna
Wyszukiwarka
Podobne podstrony:
M Feld TBM662 662 Podpis Podpis Podpis 13. Projektowanie procesu technologicznego części klasy koto
M Feld TBM470 470 Podpis Podpis Podpis 10. Projektowanie procesu technologicznego części klasy
M Feld TBM582 582 13. Projektowanie procesu technologicznego części klasy koło zębate stanowi podsta
M Feld TBM584 584 13. Projektowanie procesu technologicznego części klasy kolo zębate powierzchni cz
M Feld TBM586 586 13. Projektowanie procesu technologicznego części klasy koło zębate Zęby zaokrągli
M Feld TBM588 588 13. Projektowanie procesu technologicznego części klasy koło zębate -
M Feld TBM590 590 13. Projektowanie procesu technologicznego części klasy koło zębate Linia zęba RYS
M Feld TBM592 592 13. Projektowanie procesu technologicznego części klasy koło zębate RYS. 13.17. Uc
M Feld TBM594 594 13. Projektowanie procesu technologicznego części klasy koło zębate 13.6.6.
M Feld TBM596 596 13. Projektowanie procesu technologicznego części klasy koło zębate bów i wystawał
M Feld TBM598 598 13. Projektowanie procesu technologicznego części klasy koto zębate13.6.8. Ramowy
M Feld TBM600 600 13. Projektowanie procesu technologicznego części klasy koło zęb
M Feld TBM602 602 13. Projektowanie procesu technologicznego części klasy koło zębate RYS. 13.31. Fr
M Feld TBM604 13. Projektowanie procesu technologicznego części klasy koło zębate RYS. 13.34. Frezar
M Feld TBM606 606 13. Projektowanie procesu technologicznego części klasy koło zębate nia jego więks
M Feld TBM608 608 13 Projektowanie procesu technologicznego części klasy koto zębate13.7.1.3. Dłutow
M Feld TBM610 13. Projektowanie procesu technologicznego części klasy koto zębate610 Na dłutownicy M
M Feld TBM612 612 13. Projektowanie procesu technologicznego części klasy koło zębate RYS. 13.49. Dł
więcej podobnych podstron