M Feld TBM364
364
Podpis
Podpis
Podpis
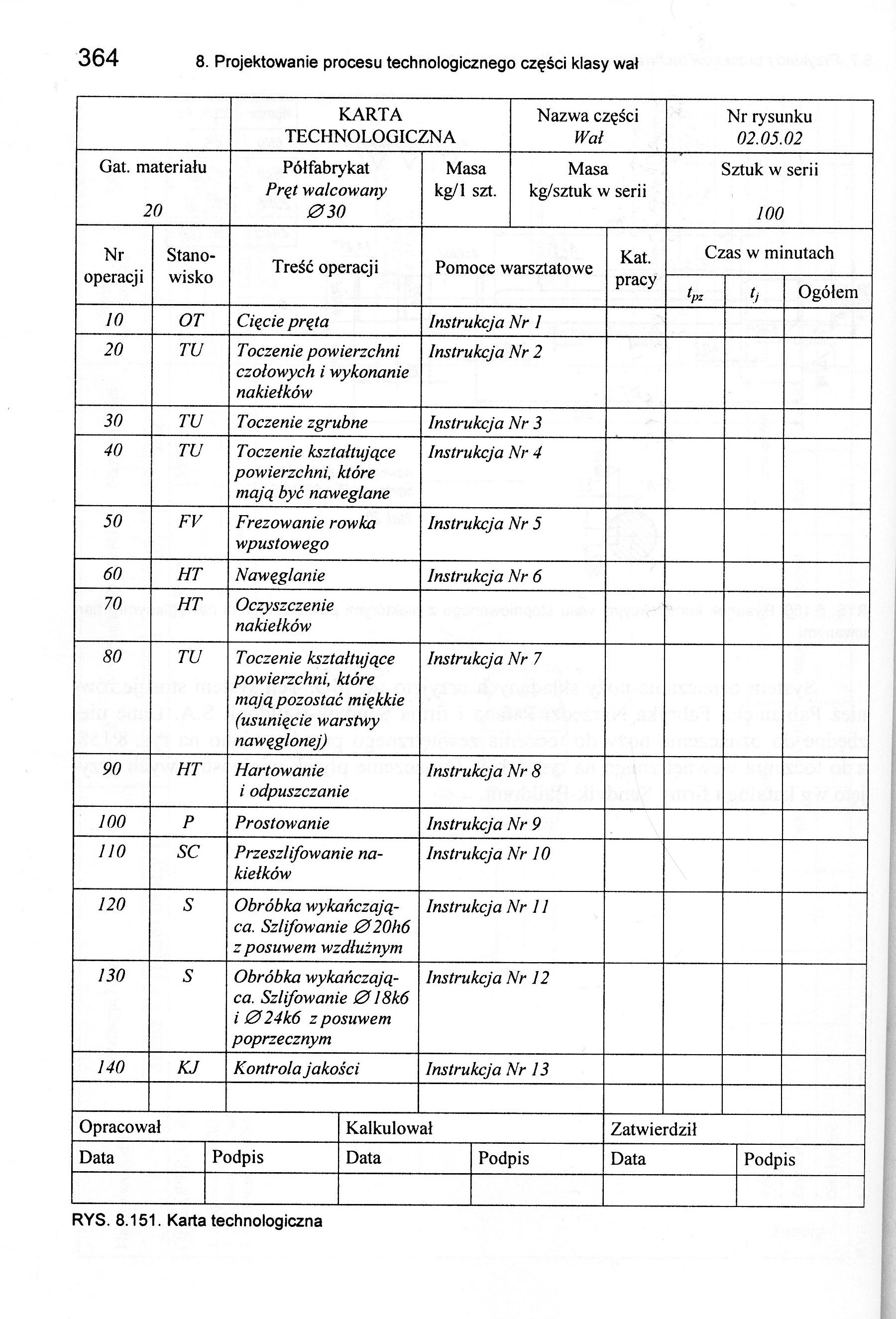
8. Projektowanie procesu technologicznego części klasy wał
|
KARTA TECHNOLOGICZNA |
Nazwa części Wał |
Nr rysunku 02.05.02 | ||||||
|
Gat. materiału 20 |
Półfabrykat Pręt walcowany 030 |
Masa kg/1 szt. |
Masa kg/sztuk w serii |
Sztuk w serii 100 | ||||
|
Nr operacji |
Stano wisko |
Treść operacji |
Pomoce warsztatowe |
Kat. pracy |
Czas w minutach | |||
|
tpz |
0 |
Ogółem | ||||||
|
w |
OT |
Cięcie pręta |
Instrukcja Nr 1 | |||||
|
20 |
TU |
Toczenie powierzchni czołowych i wykonanie nakiełków |
Instrukcja Nr 2 | |||||
|
30 |
TU |
Toczenie zgrubne |
Instrukcja Nr 3 | |||||
|
40 |
TU |
Toczenie kształtujące powierzchni, które mają być naweglane |
Instrukcja Nr 4 | |||||
|
50 |
FV |
Frezowanie rowka wpustowego |
Instrukcja Nr 5 | |||||
|
60 |
HT |
Nawęglanie |
Instrukcja Nr 6 | |||||
|
70 |
HT |
Oczyszczenie nakiełków | ||||||
|
80 |
TU |
Toczenie kształtujące powierzchni, które mają pozostać miękkie (usunięcie warstwy nawęglonej) |
Instrukcja Nr 7 | |||||
|
90 |
HT |
Hartowanie i odpuszczanie |
Instrukcja Nr 8 | |||||
|
100 |
P |
Prostowanie |
Instrukcja Nr 9 | |||||
|
110 |
SC |
Przeszlifowanie nakiełków |
Instrukcja Nr 10 | |||||
|
120 |
S |
Obróbka wykańczająca. Szlifowanie 02Oh6 z posuwem wzdłużnym |
Instrukcja Nr 11 | |||||
|
130 |
S |
Obróbka wykańczająca. Szlifowanie 018k6 i 024k6 z posuwem poprzecznym |
Instrukcja Nr 12 | |||||
|
140 |
KJ |
Kontrola jakości |
Instrukcja Nr 13 | |||||
Opracował
Data
Kalkulował
Data
Zatwierdził
Data
RYS. 8.151. Karta technologiczna
Wyszukiwarka
Podobne podstrony:
M Feld TBM434 434 Podpis Podpis Podpis 9. Projektowanie procesu technologicznego części klasy tuleja
M Feld TBM542 542 FC58/200 11. Projektowanie procesu technologicznego części klasy korpus Karta i
M Feld TBM470 470 Podpis Podpis Podpis 10. Projektowanie procesu technologicznego części klasy
M Feld TBM658 658 Opracował Data Podpis Podpis Podpis 13. Projektowanie procesu technologicznego czę
M Feld TBM662 662 Podpis Podpis Podpis 13. Projektowanie procesu technologicznego części klasy koto
M Feld TBM260 8. Projektowanie procesu technologicznego części klasy wał 2608.2. Technologiczność ko
M Feld TBM262 262 8. Projektowanie procesu technologicznego części klasy wał niem jest konieczne, to
M Feld TBM264 264 8. Projektowanie procesu technologicznego części klasy wał typów wałów będą omówio
M Feld TBM266 266 8. Projektowanie procesu technologicznego części klasy wał Posuw w obróbce zgrubne
M Feld TBM270 270 8. Projektowanie procesu technologicznego części klasy wał zamontowany na osi wiru
M Feld TBM272 272 8. Projektowanie procesu technologicznego części klasy wał Przy szlifowaniu wzdłuż
M Feld TBM274 274 8. Projektowanie procesu technologicznego części klasy wał Szlifowanie wysokowydaj
M Feld TBM276 276 8. Projektowanie procesu technologicznego części klasy wał Wał stopniowany w obrób
M Feld TBM278 8. Projektowanie procesu technologicznego części klasy wał RYS. 8.30. Szlifowanie bezk
M Feld TBM282 282 8. Projektowanie procesu technologicznego części klasy wał Czynniki wpływające na
M Feld TBM284 284 8. Projektowanie procesu technologicznego części klasy wał RYS. 8.38. Wpływ niewyw
M Feld TBM286 286 8. Projektowanie procesu technologicznego części klasy wał uniwersalnych powszechn
M Feld TBM288 288 8. Projektowanie procesu technologicznego części klasy wał podczas obróbki, dzięki
M Feld TBM290 290 8. Projektowanie procesu technologicznego części klasy wałObróbka bardzo dokładna
więcej podobnych podstron