M Feld TBM454
454
10. Projektowanie procesu technologicznego części klasy dźwignia
W częściach klasy dźwignia wymagania konstruktorów dotyczą przede wszystkim otworów, najczęściej dokładnych, o żądanym rozstawieniu osi, przy zachowaniu ich równoległości. Warunek związany z powierzchniami czołowymi dotyczy przeważnie zachowania ich prostopadłości do osi otworu. Rysunek konstrukcyjny dźwigni z narzuconymi warunkami dokładności przedstawiono na rys. 10.1.
10.2. Technologiczność konstrukcji części klasy dźwignia
Opracowanie procesu technologicznego dla części klasy dźwignia jest trudne. Dotyczy to zwłaszcza zaprojektowania uchwytów obróbkowych, które występują w każdej operacji i są bardzo zróżnicowane ze względu na różnorodność kształtów dźwigni i różną wysokość łbów.
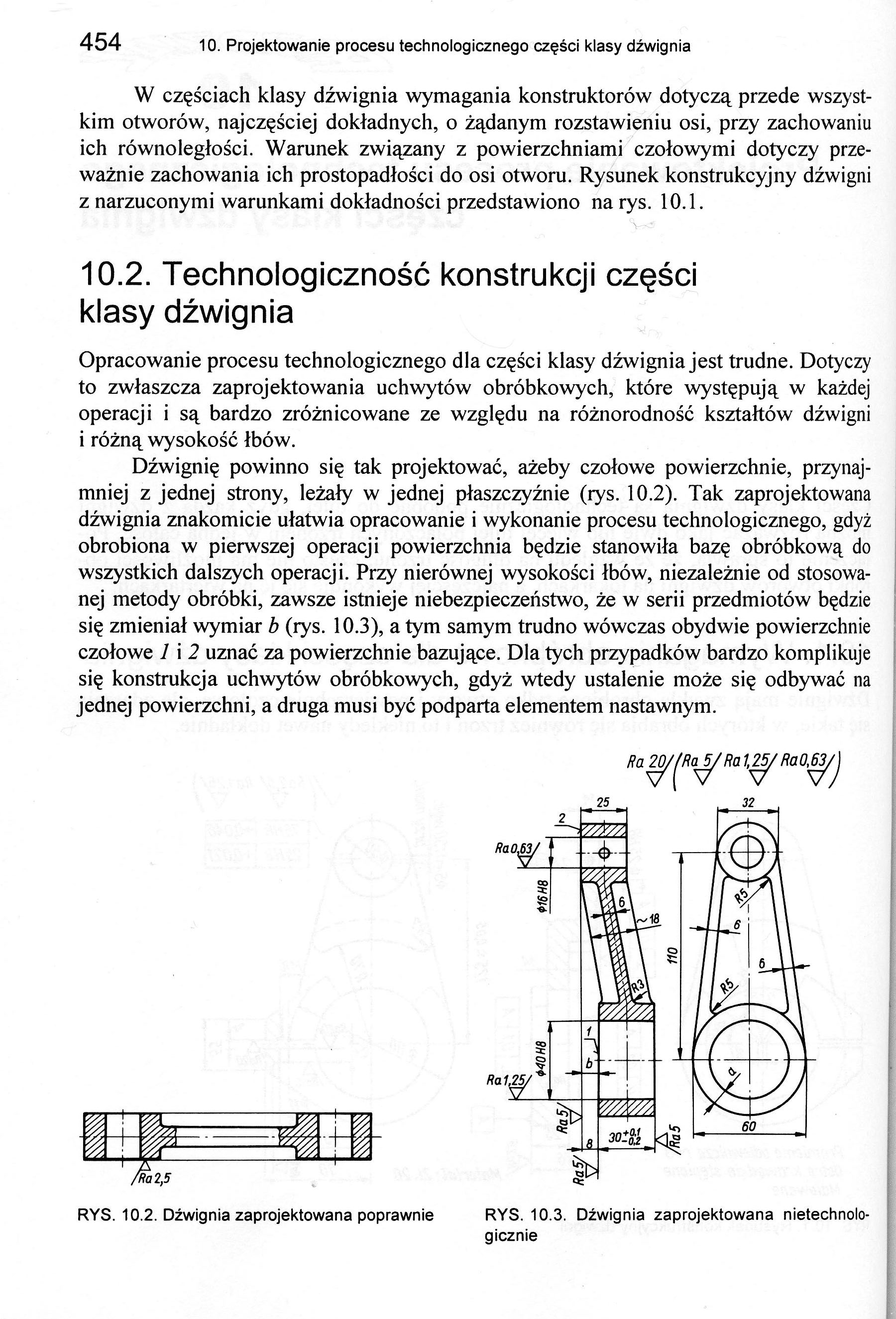
Dźwignię powinno się tak projektować, ażeby czołowe powierzchnie, przynajmniej z jednej strony, leżały w jednej płaszczyźnie (rys. 10.2). Tak zaprojektowana dźwignia znakomicie ułatwia opracowanie i wykonanie procesu technologicznego, gdyż obrobiona w pierwszej operacji powierzchnia będzie stanowiła bazę obróbkową do wszystkich dalszych operacji. Przy nierównej wysokości łbów, niezależnie od stosowanej metody obróbki, zawsze istnieje niebezpieczeństwo, że w serii przedmiotów będzie się zmieniał wymiar b (rys. 10.3), a tym samym trudno wówczas obydwie powierzchnie czołowe 1 i 2 uznać za powierzchnie bazujące. Dla tych przypadków bardzo komplikuje się konstrukcja uchwytów obróbkowych, gdyż wtedy ustalenie może się odbywać na jednej powierzchni, a druga musi być podparta elementem nastawnym.

RYS. 10.2. Dźwignia zaprojektowana poprawnie RYS. 10.3. Dźwignia zaprojektowana nietechnolo-
gicznie
Wyszukiwarka
Podobne podstrony:
M Feld TBM456 456 10. Projektowanie procesu technologicznego części klasy dźwignia10.4. Podział częś
M Feld TBM458 458 10. Projektowanie procesu technologicznego części klasy dźwignia Jak widać, proces
M Feld TBM462 462 10. Projektowanie procesu technologicznego części klasy dźwignia Obróbkę otworu do
M Feld TBM464 464 10. Projektowanie procesu technologicznego części klasy dźwignia RYS. 10.21. Obrób
M Feld TBM466 466 10. Projektowanie procesu technologicznego części klasy dźwignia
M Feld TBM468 468 10. Projektowanie procesu technologicznego części klasy dźwignia trzeby stosowania
M Feld TBM472 472 10. Projektowanie procesu technologicznego części klasy dźwigniaInstrukcja uzbroje
M Feld TBM474 474 10. Projektowanie procesu technologicznego części klasy dźwignia
M Feld TBM460 460 10. Projektowanie procesu technologicznego części klasy dźwignia średnicę, obrabia
M Feld TBM470 470 Podpis Podpis Podpis 10. Projektowanie procesu technologicznego części klasy
M Feld TBM457 457 10.5. Ramowe procesy technologiczne części klasy dźwignia10.5. Ramowe procesy tech
M Feld TBM482 482 11. Projektowanie procesu technologicznego części klasy korpus Ra20/tia10/ RaS/Ra^
M Feld TBM484 484 11. Projektowanie procesu technologicznego części klasy korpus 7. &nbs
M Feld TBM488 488 11. Projektowanie procesu technologicznego części klasy korpus11.5.1. Ramowy proce
M Feld TBM490 490 11. Projektowanie procesu technologicznego części klasy korpus Korpus przedstawion
M Feld TBM492 492 11. Projektowanie procesu technologicznego części klasy korpus odprężające. Trasow
M Feld TBM494 494 11. Projektowanie procesu technologicznego części klasy korpus RYS. 11.18. Głowica
M Feld TBM496 496 11. Projektowanie procesu technologicznego części klasy korpus ś
M Feld TBM498 498 11. Projektowanie procesu technologicznego części klasy korpus Szlifowanie jako ob
więcej podobnych podstron