scan0097 2
132
Wśród mczofllnych bakterii jedynie Zymomonas mobilis są rozpatrywane jako alternatywne wobec drożdży mikroorganizmy do prowadzenia fermentacji etanolowej. Są to Gram-ujemne, beztlenowe pałeczki. W odróżnieniu od drożdży, w których występuje klasyczna glikoliza na drodze Embden-Meycrhof--Pamasa (EMP), w bakteriach Z mobilis występuje droga Emner-Doudoroffa (ED). Katabolizm 1 mola glukozy na drodze EMP daje 2 mole ATP, podczas gdy na drodze EP jedynie 1 mol ATP. W rezultacie Z mobilis wykazują wydajność fermentacji etanolowej od 92% aż do 97% wydajności teoretycznej. Bakterie te wykazują także większe od drożdży szybkości fermentacji. Tolerancja na etanol, do 7%. jest nieco mniejsza niż drożdży, ale zdecydowanie większa niż innych bakterii zdolnych do fermentacji etanolowej. Bakterie Z mobilis od dawna są używane w Ameryce Środkowej do produkcji napojów alkoholowych. Ograniczone zastosowanie bakterii Z mobilis w procesach technologicznych wynika z kilku przyczyn. Drobnoustroje te są wrażliwe i wymagają starannego postępowania podczas namnażania. Niedostateczna kontrola procesu fermentacji może prowadzić do nagromadzenia się aldehydu octowego w brzeczce. Należy Utrzymywać ściśle beztlenowe warunki prowadzenia procesu, gdyż w obecności tlenu bakterie wytwarzają kwas octowy, co obniża wydajność produkcji etanolu. Istotnym ograniczeniem zastosowań Z mobilis jest to, iż mogą one fermentować głównie glukozę i fruktozę, zaś nieliczne szczepy również sacharozę.
Interesujące, z punktu widzenia technologicznego, są również termofilne bakterie Thennoaerobacter ethanolicus, dla których optymalna temperatura wzrostu wynosi 65°C. Mogą one wykorzystywać różnorodne cukry (glukozę, fruktozę, galaktozę. mannozę, rybozę, ksylozę, laktozę, maltozę i celobiozę) w szerokim zakresie ph (5,5-8,5). Wadą tych bakterii jest wytwarzanie, oprócz etanolu, znacznych ilości kwasu octowego i kwasu mlekowego.
W dalszej części skryptu ograniczymy się wyłącznie do przedstawienia fermentacji etanolowej z udziałem drożdży.
113. Chemizm fermentacji etanolowej
Mechanizm fermentacji etanolowej po raz pierwszy został ujęty ilościowo przez Gay-Lussaca
C6Hi2°6 - 2CjHjOH ♦ 2C02 AH * -84 kJ/mol
Zgodnie z tym równaniem ze 100 kg heksozy powstaje 51,1 kg etanolu. Ta wydajność teoretyczna zwana jest współczynnikiem Gay-Lussaca i określa maksymalny stopień konwersji.
Z uwagi na zużycie części substratu na przyrost biomasy oraz wytworzenie innych produktów metabolizmu, rzeczywista wydajność jest niższa.
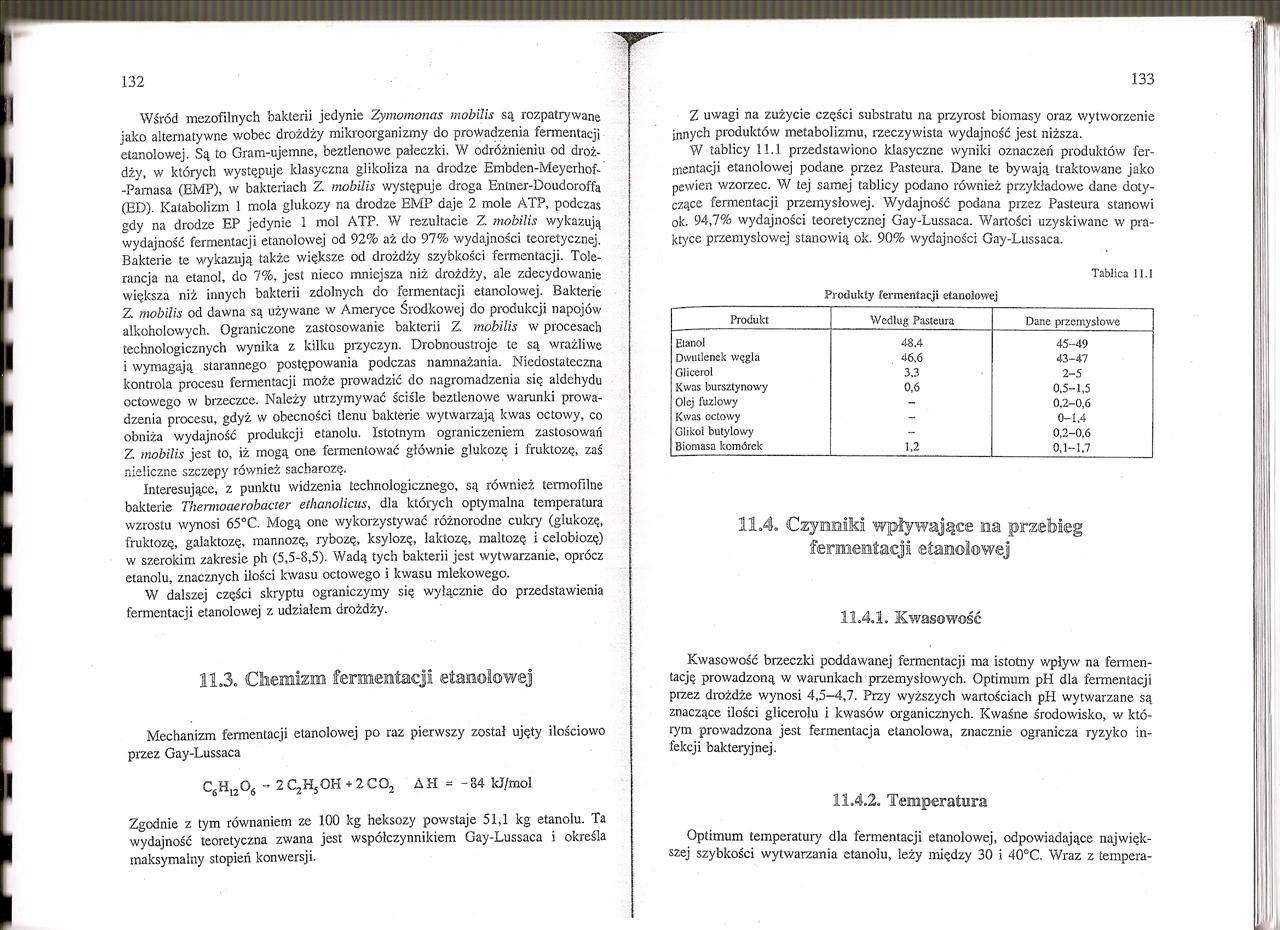
W tablicy 11.1 przedstawiono klasyczne wyniki oznaczeń produktów fermentacji etanolowej podane przez Pasteura. Dane te bywają traktowane jako pewien wzorzec. W tej samej tablicy podano również przykładowe dane dotyczące fermentacji przemysłowej. Wydajność podana przez Pasteura stanowi ok. 94,7% wydajności teoretycznej Gay-Lussaca. Wartości uzyskiwane w praktyce przemysłowej stanowią ok. 90% wydajności Gay-Lussaca.
Tablica 11.1
Produkty fermentacji etanolowej
|
Produkt |
Według Pasteura |
Dane przemysłowe |
|
Etanol |
48.4 |
45-49 |
|
Dwutlenek węgla |
46.6 |
43-47 |
|
Glicerol |
3.3 |
2-5 |
|
Kwas bursztynowy |
0.6 |
0.5-1.5 |
|
Olej fuzlowy |
- |
0.2-0.6 |
|
Kwas cctowy |
- |
0-1.4 |
|
Glikol butylowy |
- |
0.2-0.6 |
|
Biomasa komórek |
1.2 |
0.1-1.7 |
11.4. Czynnik! wpływające na przebieg fermentacja etanolowej
11.4.1. Kwasowość
Kwasowość brzeczki poddawanej fermentacji ma istotny wpływ na fermentację prowadzoną w warunkach przemysłowych. Optimum pH dla fermentacji przez drożdże wynosi 4,5-4,7. Przy wyższych wartościach pH wytwarzane są znaczące ilości glicerolu i kwasów organicznych. Kwaśne środowisko, w którym prowadzona jest fermentacja etanolowa, znacznie ogranicza ryzyko infekcji bakteryjnej.
11.4.2. Temperatura
Optimum temperatury dla fermentacji etanolowej, odpowiadające największej szybkości wytwarzania etanolu, leży między 30 i 40CC. Wraz z tempera-
Wyszukiwarka
Podobne podstrony:
Scan0007 Jeżeli wśród n danych występują wartości powtarzające się: kXi występuje n razy, i = 1,2, .
scan0014 3 132 Analiza techniczna powinien zwracać baczną uwagę na to, kiedy wolumen wzrasta. Jeśli
scan0082 3 102 Wśród metod filtracji dynamicznej wyróżnić można dwie główne grupy: filtrację dynamic
25667 Scan0020 (20) 38 chodzi to jedynie w obecności antygenów układu HLA, i to zarówno w komórce pr
skanuj0055 (10) Wśród korzyści dla sponsora z faktu sponsorowania są: -pozycjonowanie marek, zmiany
skanuj0055 (10) Wśród korzyści dla sponsora z faktu sponsorowania są: -pozycjonowanie marek, zmiany
Scan0008 (22) Prasa z wahającym narzędziem PXW Zwisał* w®hM$ą<są mtT^oąz @
skanuj0019 (169) 132 Pediatria. Podręcznik dla studentów pĄ Brodawki są dobrze widoczne. Powstąje ch
więcej podobnych podstron