Scan0121
i. j.indukcyjne lub całe wydziały spawalnicze. Zautomatyzowany proces spawa-b juM in proces, w którym udział pracownika jest ograniczony jedynie do zadania i ty i m i ni oraz kontroli działania urządzenia. Wszystkie czynności takie, jak poda-i11 i> . lomentów do spawania i odbieranie gotowych wyrobów, ruch głowicy lub Ind a. regulacja i stabilizacja parametrów spawania, podawanie spoiwa oraz kon-lla w \ I. nnywanych połączeń - są realizowane w sposób zautomatyzowany według pitnego programu.
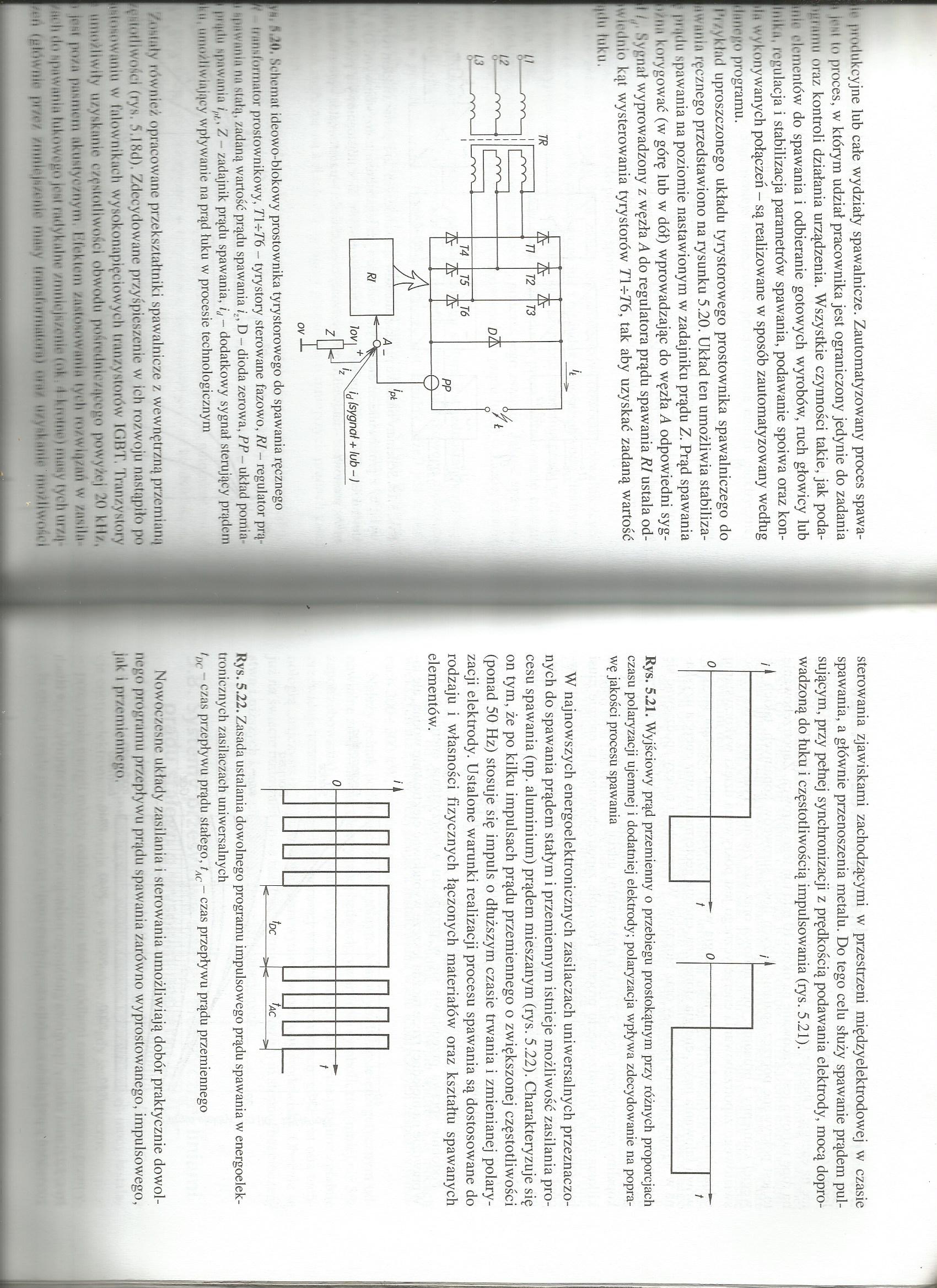
h/yklnd uproszczonego układu tyrystorowego prostownika spawalniczego do u'- iiflin ręcznego przedstawiono na rysunku 5.20. Układ ten umożliwia stabiliza-: | u ,|du spawania na poziomie nastawionym w zadajniku prądu Z. Prąd spawania »/11 ♦ i korygować (w górę lub w dół) wprowadzając do węzła A odpowiedni syg-I / Sygnał wyprowadzony z węzła A do regulatora prądu spawania R1 ustala od-"i. .lino kąt wysterowania tyrystorów T\+T6, tak aby uzyskać zadaną wartość s i *! * i luku.
4
\ s 'O, hcmal ideowo-blokowy prostownika tyrystorowego do spawania ręcznego li .iii -1. u iiiiitor prostownikowy, T\+T6 - tyrystory sterowane fazowo, Rl - regulator prą-i i. * - .ma mi stalą, zadaną wartość prądu spawania iz, D - dioda zerowa, PP - układ pomia-po|dit spawania ir,, / zadajnik prądu spawania, id - dodatkowy sygnał sterujący prądem i u im u 11 w łający wpływanie na prąd łuku w procesie technologicznym
i.ih łownie/ opracowane przekształtniki spawalnicze z wewnętrzną przeniiaiii| i m-illiwości (rys 5 IKd), Zdecydowane przyśpieszenie w ich rozwoju nastąpiło po .i..-.nuautu w fnlownikach wysokonapięciowych tnin/ystorów Itllł l . Tranzystory umożliwiły uzyskanie c/ęstotliwosci obwodu posrednit ząecgo powyżej 20 Ul/, jt a pu.'ii pannietu akustycznym ilekiem zastosowania tych m/wią/an w zasilu u* 11 do p«Witnlłłłukow#goj@sl riulykalm mm, i . m> o,i 4 krtHńn) łtnisy iyeh ur/4
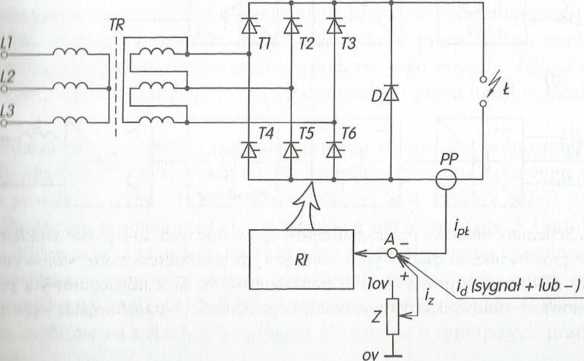
• II I y !• - Uli (•! • 1 mu, | ... ni. 1 mr: I i j i i i h .iii iu! • • ■ ) • ■ li • U lim. nu .. li" . , . I sterowania zjawiskami zachodzącymi w przestrzeni międzyelektrodowej w czasie spawania, a głównie przenoszenia metalu. Do tego celu służy spawanie prądem pulsującym, przy pełnej synchronizacji z prędkością podawania elektrody, mocą doprowadzoną do łuku i częstotliwością impulsowania (rys. 5.21).
|
1 / | |||||
|
/ |
t | ||||
Rys. 5.21. Wyjściowy prąd przemienny o przebiegu prostokątnym przy różnych proporcjach czasu polaryzacji ujemnej i dodatniej elektrody; polaryzacja wpływa zdecydowanie na poprawę jakości procesu spawania
W najnowszych energoelektronicznych zasilaczach uniwersalnych przeznaczonych do spawania prądem stałym i przemiennym istnieje możliwość zasilania procesu spawania (np. aluminium) prądem mieszanym (rys. 5.22). Charakteryzuje się on tym, że po kilku impulsach prądu przemiennego o zwiększonej częstotliwości (ponad 50 Hz) stosuje się impuls o dłuższym czasie trwania i zmienianej polaryzacji elektrody. Ustalone warunki realizacji procesu spawania są dostosowane do rodzaju i własności fizycznych łączonych materiałów oraz kształtu spawanych elementów.
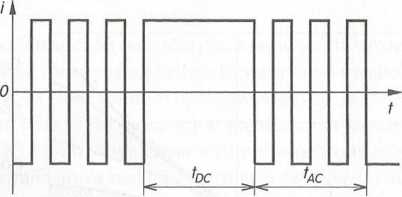
Rys. 5.22 . Zasada ustalania dowolnego programu impulsowego prądu spawania w energoelek-tronicznych zasilaczach uniwersalnych
tln. - czas przepływu prądu stałego, tAC - czas przepływu prądu przemiennego
Nowoczesne układy zasilania i sterowania umożliwiają dobór praktycznie dowolnego programu przepływu prądu spawania zarówno wyprostowanego, impulsowego, jak i pr/omiennego.
Wyszukiwarka
Podobne podstrony:
Katedra Spawalnictwa iBadanie zautomatyzowanych procesów spawania łukowego Zautomatyzowane stanowisk
IMGg25 (3) Procesy spawalnicze W większości procesów spawalniczych, aby było możliwe połączenie meta
IMG 7 TRANSPORT zakup lub wynajem środków transportowych organizacja procesu przewozowego rodzaj
ingarden22 Roman IngotAn stjwjonycJ)^.jig^n>y ję.jgupęlniwjąc poszczególne. prscdnuoly lub cale
POLITECHNIKA WARSZAWSKA Wydział Chemiczny LABORATORIUM PROCESÓW TECHNOLOGICZNYCHPROJEKTOWANIE PROCES
POLITECHNIKA WARSZAWSKA Wydział Chemiczny LABORATORIUM PROCESÓW TECHNOLOGICZNYCHPROJEKTOWANIE PROCES
M uu uu M IC 5 Kierunek lub kierunki studiów Inżynieria Chemiczna i Procesowa Nazwa modułu
M uu uu M IC 6 Kierunek lub kierunki studiów Inżynieria Chemiczna i Procesowa Nazwa modułu
M uu uu M IC 7 Kierunek lub kierunki studiów Inżynieria Chemiczna i Procesowa Nazwa modułu
M uu uu M IC 8 Kierunek lub kierunki studiów Inżynieria Chemiczna i Procesowa Nazwa modułu
M uu uu M IC 9 Kierunek lub kierunki studiów Inżynieria Chemiczna i Procesowa Nazwa modułu
M uu uu M IC 10 Kierunek lub kierunki studiów Inżynieria Chemiczna i Procesowa Nazwa modułu
M uu uu M IC 11 Kierunek lub kierunki studiów Inżynieria Chemiczna i Procesowa Nazwa modułu
M uu uu M IC 11 Kierunek lub kierunki studiów Inżynieria Chemiczna i Procesowa Nazwa modułu
M uu uu M IC 11 Kierunek lub kierunki studiów Inżynieria Chemiczna i Procesowa Nazwa modułu
więcej podobnych podstron