skanuj0015 0
3. ZESTAWY DANYCH
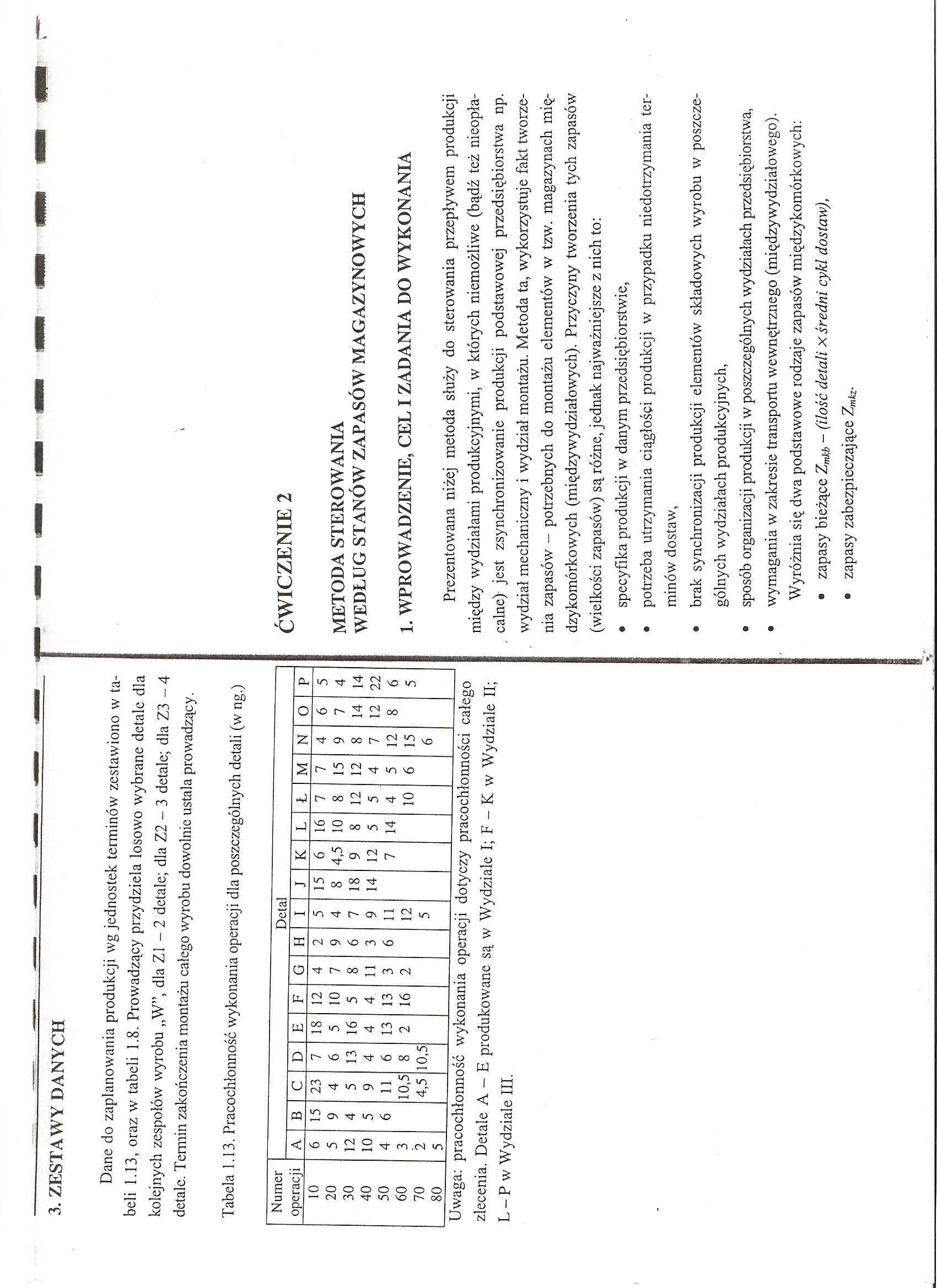
Dane do zaplanowania produkcji wg jednostek terminów zestawiono w tabeli 1.13, oraz w tabeli 1.8. Prowadzący przydziela losowo wybrane detale dla kolejnych zespołów wyrobu „W”, dla Z1 - 2 detale; dla Z2 - 3 detale; dla Z3 - 4 detale. Termin zakończenia montażu całego wyrobu dowolnie ustala prowadzący.
Tabela 1.13. Pracochłonność wykonania operacji dla poszczególnych detali (w ng.)
|
Numer |
Detal | ||||||||||||||||
|
operacji |
A |
B |
C |
D |
E |
F |
G |
H |
I |
J |
K |
L |
Ł |
M |
N |
O |
P |
|
10 |
6 |
15 |
23 |
7 |
18 |
12 |
4 |
2 |
5 |
15 |
6 |
16 |
7 |
7 |
4 |
6 |
5, |
|
20 |
5 |
9 |
4 |
6 |
5 |
10 |
7 |
9 |
4 |
8 |
4,5 |
10 |
8 |
15 |
9 |
7 |
4 |
|
30 |
12 |
4 |
5 |
13 |
16 |
5 |
8 |
6 |
7 |
18 |
9 |
8 |
12 |
12 |
8 |
14 |
14 |
|
40 |
10 |
5 |
9 |
4 |
4 |
4 |
11 |
3 |
9 |
14 |
12 |
5 |
5 |
4 |
7 |
12 |
22 |
|
50 |
4 |
6 |
11 |
6 |
13 |
13 |
3 |
6 |
11 |
7 |
14 |
4 |
5 |
12 |
8 |
6 | |
|
60 |
3 |
10,5 |
8 |
2 |
16 |
2 |
12 |
10 |
6 |
15 |
5 | ||||||
|
70 |
2 |
4,5 |
10,5 |
5 |
6 | ||||||||||||
|
80 |
5 | ||||||||||||||||
Uwaga: pracochłonność wykonania operacji dotyczy pracochłonności całego
zlecenia. Detale A - E produkowane są w Wydziale I; F - K w Wydziale II; L-P w Wydziale III.
ĆWICZENIE 2
METODA STEROWANIA
WEDŁUG STANÓW ZAPASÓW MAGAZYNOWYCH
1. WPROWADZENIE, CEL I ZADANIA DO WYKONANIA
Prezentowana niżej metoda służy do sterowania przepływem produkcji między wydziałami produkcyjnymi, w których niemożliwe (bądź też nieopłacalne) jest zsynchronizowanie produkcji podstawowej przedsiębiorstwa np. wydział mechaniczny i wydział montażu. Metoda ta, wykorzystuje fakt tworzenia zapasów - potrzebnych do montażu elementów w tzw. magazynach międzykomórkowych (międzywydziałowych). Przyczyny tworzenia tych zapasów (wielkości zapasów) są różne, jednak najważniejsze z nich to:
• specyfika produkcji w danym przedsiębiorstwie,
• potrzeba utrzymania ciągłośęi produkcji w przypadku niedotrzymania terminów dostaw,
• brak synchronizacji produkcji elementów składowych wyrobu w poszczególnych wydziałach produkcyjnych,
• sposób organizacj i produkcji w poszczególnych wydziałach przedsiębiorstwa,
• wymagania w zakresie transportu wewnętrznego (międzywydziałowego).
Wyróżnia się dwa podstawowe rodzaje zapasów międzykomórkowych:
• zapasy bieżące Z„m> - (ilość detali x średni cykl dostaw),
• zapasy zabezpieczające 2^.
Wyszukiwarka
Podobne podstrony:
skanuj0013 Zestawienie danych wg grup genetycznych buhajów i podkias obora-rok-sezon wycielenia Obor
skanuj0013 Zestawienie danych wg grup genetycznych buhajów i podkias obora-rok-sezon wycielenia Obor
skanuj0066 (13) ”74 Rys. 4.3. Zmienna elastyczność popytu Wstawiając te dane do formuły na współczyn
skanuj0005 (443) 4.1. Wkład nauki do ochrony przyrody 95 Ramka 4.1. Definicje kategorii i rodzajów o
skanuj0024 (54) lecz również do wzrostu stopnia skłonności sprzedawców do sprzedaży produktów na ryn
skanuj0026 (151) prowadzi to do mierzenia wydajności i czasochłonności a nie produktywności pracy. M
skanuj0032 (126) poprzez dodanie do produktu wyjątkowej korzyści dla konsumentów w pewnym okresie, j
skanuj0044 (8) Rolnictwo i nawozy) żywnościowe InneWykorzystanie zwierząt do testowania produktów Go
skanuj0066 (13) ”74 Rys. 4.3. Zmienna elastyczność popytu Wstawiając te dane do formuły na współczyn
więcej podobnych podstron