TablicaG
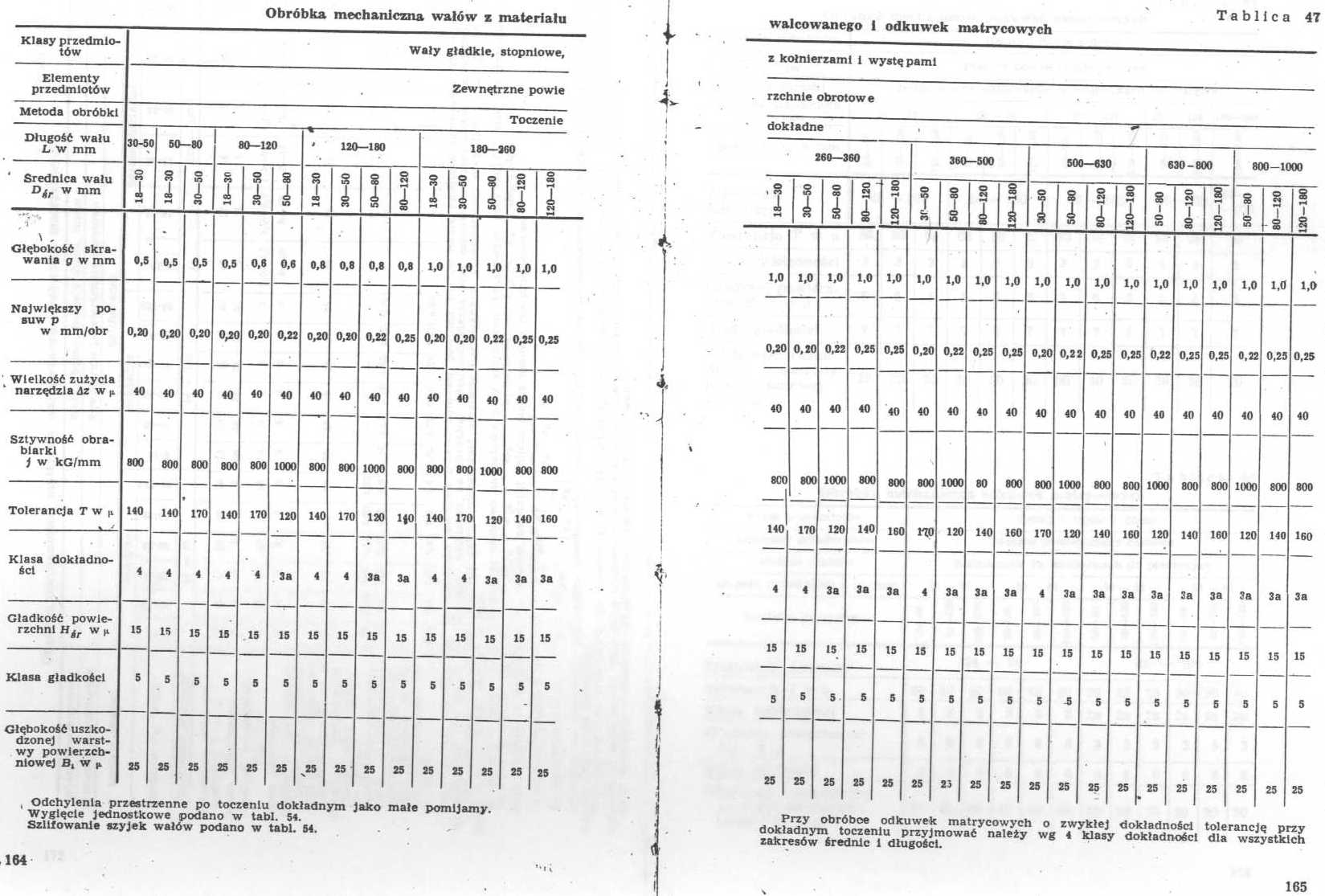
Obróbka mechaniczna watów z materiału
|
Klasy przedmiotów |
Wały gładkie, stopniowe. | ||||||||||||||
|
Elementy przedmiotów |
Zewnętrzne powie | ||||||||||||||
|
Metoda obróbki |
Toczenie | ||||||||||||||
|
Długość wału L w mm |
30-50 |
50-80 |
80—120 |
' 120—180 |
180-260 | ||||||||||
|
Średnica walu Dfr w mm |
18—30 |
18—30 |
I n |
c M i r-4 |
30-50 |
50—80 |
18—30 |
30-50 |
50—80 |
80—120 |
18—30 |
30—50 |
50—80 |
80—120 |
120—180 |
|
r i \ . Głębokość skrawania g w mm |
0,5 |
0,5 |
0,5 |
0,5 |
0,8 |
0,8 |
0.8 |
0,8 |
0,8 |
0,8 |
1,0 |
1.0 |
1.0 |
1.0 |
1.0 |
|
Największy posuw p w mm/obr |
0,20 |
0,20 |
0,20 |
0,20 |
0,20 |
0,22 |
0,20 |
0,20 |
0,22 |
0.25 |
0,20 |
0,20 |
0,22 |
0.25 |
0,25 |
|
Wielkość zużycia narzędzia óz w p |
40 |
40 |
40 |
40 |
40 |
40 |
40 |
40 |
40 |
40 |
40 |
40 |
40 |
40 |
40 |
|
Sztywność obrabiarki J w kG/mm |
800 |
800 |
800 |
800 |
800 |
1000 |
800 |
800 |
1000 |
800 |
800 |
800 |
1000 |
800 |
800 |
|
Tolerancja T w ti |
140 |
140 |
t 170 |
140 |
170 |
120 |
140 |
170 |
120 |
1(0 |
140 |
170 |
120 |
140 |
160 |
|
Klasa dokładności |
4 |
4 |
4 |
4 |
4 |
3a |
4 |
4 |
3a |
3a |
4 |
4 |
3a |
3a |
3a |
|
Gładkość powierzchni Hir w n |
15 |
15 |
15 |
15 |
15 |
15 |
15 |
15 |
15 |
15 |
15 |
15 |
15 |
15 |
15 |
|
Klasa gładkości |
5 |
5 |
5 |
5 |
5 |
5 |
5 |
5 |
5 |
5 |
5 |
5 |
5 |
5 |
5 |
|
Głębokość uszkodzonej warstwy powierzchniowej B, w n |
25 |
25 |
25 |
25 |
25 |
25 |
v25 |
25 |
25 |
25 |
25 |
25 |
25 |
25 |
25 |
, Odchylenia przestrzenne po toczeniu dokładnym jako małe pomijamy. Wygięcie Jednostkowe podano w tabl. 54.
Szlifowanie szyjek walów podano w tabl. 54.
**i .
164
Tablica 47
walcowanego 1 odkuwek matrycowych z kołnierzami 1 występami rzchnle obrotowe
dokładne
|
260—360 |
360-500 |
500—630 |
630 - 800 |
800-1000 | ||||||||||||||
|
1 |
s 1 |
O co |
o -J a |
s H |
S 1 |
8 |
O w |
8 H |
O to |
8 |
O 2 |
8 H |
8 |
§ |
8 |
8 |
§ |
8 H |
|
CO |
8 |
i |
Ł |
8 H |
jł « |
S |
i |
i |
to |
Ł |
i |
O |
8 |
§ |
S |
-8 |
§ | |
|
1.0 |
1,0 |
1.0 |
1.0 |
1,0 |
1.0 |
1,0 |
1.0 |
1,0 |
l.o |
1,0 |
1,0 |
1.0 |
1.0 |
l.o |
1.0 |
1,0 |
1.0 |
1.0 |
|
0,20 |
0,20 |
0,22 |
0,25 |
0,25 |
0,20 |
0,22 |
0,25 |
0,25 |
0,20 |
0,22 |
0,25 |
0,25 |
0,22 |
0,25 |
0,25 |
0,22 |
0,25 |
0,25 |
|
40 |
40 |
40 |
40 |
40 |
40 |
40 |
40 |
40 |
40 |
40 |
40 |
40 |
40 |
40 |
40 |
40 |
40 |
40 |
|
8C0 |
800 |
1000 |
800 |
800 |
800 |
1000 |
80 |
800 |
800 |
1000 |
1 800 |
800 |
1000 |
800 |
800 |
1000 |
800 |
800 |
|
140 |
170 |
120 |
140 |
160 |
no |
120 |
140 |
160 |
170 |
120 |
140 |
160 |
120 |
140 |
160 |
120 |
140 |
160 |
|
4 |
4 |
3a |
3a |
3a |
4 |
3a |
3a |
3a |
4 |
3a |
3a |
3a |
3a |
3a |
3a |
3a |
3a |
3a |
|
1S |
15 |
15 |
15 |
15 |
15 |
15 |
15 |
15 |
15 |
15 |
15 |
15 |
15 |
15 |
15 |
15 |
15 |
15 |
|
5 |
5 |
5 |
5 |
5 |
5 |
5 |
5 |
5 |
5 |
-5 |
5 |
5 |
5 |
5 |
5 |
5 |
5 |
5 |
|
25 |
25 |
25 |
25 |
25 |
25 |
23 |
25 |
25 |
25 |
25 |
25 |
25 |
25 |
25 |
25 |
25 |
25 |
25 |
Przy obróboe odkuwek matrycowych o zwykłej dokładności tolerancję przy dokładnym toczeniu przyjmować należy wg 4 klasy dokładności dla wszystkich zakresów średnic 1 długości.
165
Wyszukiwarka
Podobne podstrony:
TablicaC Obróbka mechaniczna materiału Klasa przedmiotów Wały Elementy przedmiotów Zewnętrzne
TablicaD Obróbka mechaniczna materiału Klasa przedmiotów Wały Elementy przedmiotów Zewnętrzne
TablicaV Tablica 56 Obróbka mechaniczna odkuwek matrycowych Klasa przedmiotów Bębny i tuleje z
TablicaU Tablica 55Obróbka mechaniczna odkuwek matrycowych Klasa przedmiotów Bębny 1 tuleje z
Nazwa przedmiotu: Mechanika i wytrzymałość materiałów Kod przedmiotu: Semestr: I Rodzaj
Nazwa przedmiotu: Mechanika i wytrzmalość materiałów Kod przedmiotu: Semestr: I Rodzaj zajęć:
TablicaT i Tablica 54Obróbka mechaniczna materiału walcowanego i odkuwek matrycowy
IMG Zakład Obróbki CieplnejInstytutu Inżynierii Materiałowej Politechniki Poznańskiej Przedmiot:
i 286 9. Materiały odporne na promieniowanie Tablica 9.4 Właściwości mechaniczne austenitycznych
M Feld TBM090 TABLICA 3.16. Wielkości naddatków na obróbkę mechaniczną i dopuszczalne odchyłki wymia
M Feld TBM092 92 3. Rodzaje półfabrykatów i ich dobór TABLICA 3.17. Wielkości naddatków na obróbkę m
M Feld TBM094 TABLICA 3.18. Wielkości naddatków na obróbkę mechaniczną i dopuszczalne odchyłki wymia
więcej podobnych podstron