TablicaT
|
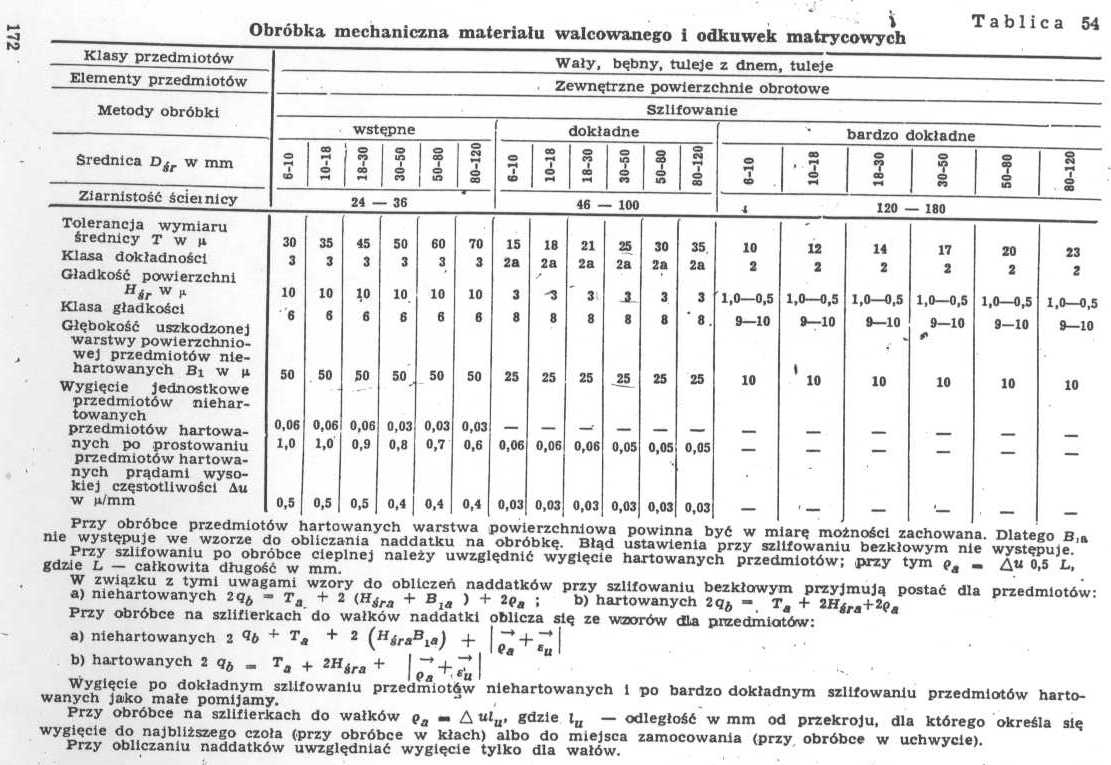
Klasy przedmiotów |
Wały, |
bębny, tuleje z dnem, tuleje | ||||||||||||||||
|
Elementy przedmiotów |
Zewnętrzne powierzchnie obrotowe | |||||||||||||||||
|
Metody obróbki |
Szlifowanie | |||||||||||||||||
|
wstępne |
dokładne |
*» |
bardzo dokładne | |||||||||||||||
|
co |
} 0 |
0 |
0 |
0 OJ |
co |
0 |
0 |
3 ó |
O cg |
CD |
0 |
0 |
0 |
s | ||||
|
Średnica Dśr w mm |
O •H |
r-i 1 O |
/ n 1 00 |
in 0 |
00 • 0 |
•-« 1 0 |
0 H 1 |
-■« 1 0 |
n l 00 |
> 0 |
9* ci |
0 *7 |
r-4 ‘ |
2 |
0 |
5 0 |
w w* • | |
|
u> |
rM |
co |
tra |
00 |
CO |
<*9 |
in |
co |
co |
H |
n |
m |
. 3 | |||||
|
Ziarnistość ściernicy |
24 - |
- 36 |
46 - |
- 100 |
4 |
120 - |
- 180 | |||||||||||
|
Tolerancja wymiaru |
- | |||||||||||||||||
|
średnicy T w )» |
30 |
35 |
45 |
50 |
60 |
70 |
15 |
18 |
21 |
25 |
30 |
35 |
10 |
12 |
14 |
17 |
20 |
23 |
|
Klasa dokładności |
3 |
3 |
3 |
3 |
3 |
3 |
2a |
2a |
2a |
2a |
2a |
2a |
2 |
2 |
2 |
2 |
2 |
2 |
|
Gładkość powierzchni |
9 | |||||||||||||||||
|
Hir w n |
10 |
10 |
10 |
10 |
10 |
10 |
3 |
3 |
J |
3 |
3 |
1,0—0,5 |
1,0-0,5 |
1,0-0.5 |
1,0— 0,5 |
1,0—0,5 |
1.0-0,5 | |
|
Klasa gładkości |
* 6 |
6 |
6 |
6 |
6 |
6 |
8 |
8 |
8 |
8 |
8 |
* 8 . |
9—10 |
9—10 |
9—10 |
9—10 |
9-10 |
9—10 |
|
Głębokość uszkodzonej |
r | |||||||||||||||||
|
warstwy powierzchnio- |
i | |||||||||||||||||
|
wej przedmiotów niehartowanych Bi w fi |
50 |
50 |
50 |
50 |
50 |
50 |
25 |
25 |
25 |
25 |
25 |
25 |
10 |
1 10 |
10 |
10 |
10 |
10 |
|
Wygięcie Jednostkowe | ||||||||||||||||||
|
przedmiotów niehar- | ||||||||||||||||||
|
towanych przedmiotów hartowa- |
0,06 |
0,06 |
0,06 |
0,03 |
0,03 |
0,03 |
— |
— |
—• |
— |
— |
— |
— |
— |
— |
— |
— |
— |
|
nych po prostowaniu |
1,0 |
1,0 |
0.9 |
0,8 |
0,7 |
0.6 |
0,06 |
0,06 |
0,06 |
0,05 |
0,05 |
0,05 |
— |
— |
— |
— |
— |
— |
|
przedmiotów hartowa- | ||||||||||||||||||
|
nych prądami wysokiej częstotliwości Au | ||||||||||||||||||
|
w fi/mm |
0,5 |
0,5 |
0,5 |
0,4 |
0,4 |
0,4 |
0,03 |
0,03 |
0,03 |
0,03 |
0,03 |
0,03 |
— |
f ^ |
— |
* |
. — |
— |
Przy obróbce przedmiotów hartowanych warstwa powierzchniowa powinna być w miarę możności zachowana. Dlatego B,ft nie występuje we wzorze do obliczania naddatku na obróbkę. Błąd ustawienia przy szlifowaniu bezkłowym nie występuje.
Przy szlifowaniu po obróbce cieplnej należy uwzględnić wygięcie hartowanych przedmiotów; przy tym p. - Au 0.5 L. gdzie L - całkowita długość w mm. a .
W związku z tymi uwagami wzory do obliczeń naddatków przy szlifowaniu bezkłowym przyjmują postać dla przedmiotów: a) niehartowanych 2qb - Ta + 2 + Bia ) + 2ęa ; b) hartowanych 2qb - Ta + 2Hira+2ęa
Przy obróbce na szlifierkach do wałków naddatki oblicza się ze wzorów dLa przedmiotów:
a) niehartowanych 2 + + 2 (HiraBia) -f I 7* + 7* I .
' ' - l Ca cu I
. b) hartowanych 2 ę* ■ T. + 2Hirj, + \ ~* 4. .
. ... I Pa ’ I
Wygięcie po dokładnym szlifowaniu przedmiotów niehartowanych i po bardzo dokładnym szlifowaniu przedmiotów hartowanych Jako małe pomijamy.
Przy obróbce na szlifierkach do wałków pa — A ulu, gdzie \u — odległość w mm od przekroju, dla którego określa się
wygięcie do najbliższego czoła (przy obróbce w kłach) albo do miejsca zamocowania (przy obróbce w uchwycie).
Przy obliczaniu naddatków uwzględniać wygięcie tylko dla wałów.
Wyszukiwarka
Podobne podstrony:
TablicaC Obróbka mechaniczna materiału Klasa przedmiotów Wały Elementy przedmiotów Zewnętrzne
TablicaD Obróbka mechaniczna materiału Klasa przedmiotów Wały Elementy przedmiotów Zewnętrzne
86460 skanuj0003 (497) 3.2. Łączniki gwintowe2 i, 24Ą ( 24$75 Tablica 3.9. Własności mechaniczne mat
TablicaU Tablica 55Obróbka mechaniczna odkuwek matrycowych Klasa przedmiotów Bębny 1 tuleje z
TablicaV Tablica 56 Obróbka mechaniczna odkuwek matrycowych Klasa przedmiotów Bębny i tuleje z
i 286 9. Materiały odporne na promieniowanie Tablica 9.4 Właściwości mechaniczne austenitycznych
CCI20110114�012 (42) 13 1- Ah D -1 Tablica 2. Współczynnik tarcia w procesie walcowania. Materiał
TablicaG Obróbka mechaniczna watów z materiału Klasy przedmiotów Wały gładkie,
1. Materiały walcowane Tablica 1.1. Masy prętów płaskich i taśm stalowych w kg/m. Tablica 1.2. Kątow
DSCN0164 1 H = (42) Tablica 2. Współczynnik tarcia w procesie walcowania. Materiał i sposób
skanuj0014 (292) Tablica 3.6. Własności mechaniczne stali zbrojeniowych Znak gatunku stali Spajaln
więcej podobnych podstron