TablicaV
Tablica 56
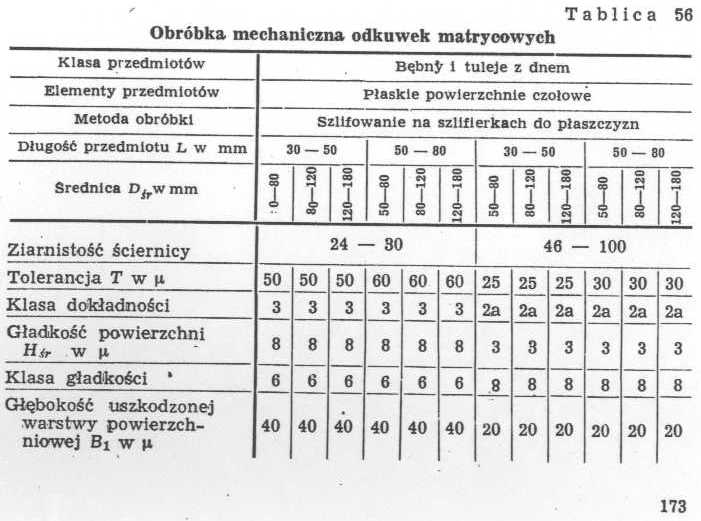
Obróbka mechaniczna odkuwek matrycowych
|
Klasa przedmiotów |
Bębny i tuleje z dnem | |||||||||||
|
Elementy przedmiotów |
Płaskie powierzchnie czołowe | |||||||||||
|
Metoda obróbki |
Szlifowanie na szlifierkach do płaszczyzn | |||||||||||
|
Długość przedmiotu L w mm |
30 — 50 |
50 — 80 |
30 — 50 |
50 — 80 | ||||||||
|
Średnica Dirw mm |
0 co 1 |
1 |
120—180 |
0 1 m |
80—120 |
120—180 |
w |
0 CS —< 1 co |
i 120—180 |
0 1 m |
0 Si 1 co |
0 00 H 1 a |
|
Ziarnistość ściernicy |
24 — 30 |
46 — 100 | ||||||||||
|
Tolerancja T w m- |
50 |
50 |
50 |
60 |
60 |
60 |
25 |
25 |
25 |
30 |
30 |
30 |
|
Klasa dokładności |
3 |
3 |
3 |
3 |
3 |
3 |
2a |
2a |
2a |
2a |
2a |
2a |
|
Gładkość powierzchni H.fr w ii |
8 |
8 |
8 |
8 |
8 |
8 |
3 |
3 |
3 |
3 |
3 |
3 |
|
Klasa gładkości * |
6 |
6 |
6 |
6 |
6 |
6 |
.8 |
8 |
8 |
8 |
8 |
8 |
|
Głębokość uszkodzonej warstwy powierzchniowej Bi w n |
40 |
40 |
40 |
40 |
40 |
40 |
20 |
20 |
20 |
20 |
20 |
20 |
173
Wyszukiwarka
Podobne podstrony:
TablicaU Tablica 55Obróbka mechaniczna odkuwek matrycowych Klasa przedmiotów Bębny 1 tuleje z
TablicaG Obróbka mechaniczna watów z materiału Klasy przedmiotów Wały gładkie,
TablicaC Obróbka mechaniczna materiału Klasa przedmiotów Wały Elementy przedmiotów Zewnętrzne
TablicaD Obróbka mechaniczna materiału Klasa przedmiotów Wały Elementy przedmiotów Zewnętrzne
TablicaT i Tablica 54Obróbka mechaniczna materiału walcowanego i odkuwek matrycowy
M Feld TBM090 TABLICA 3.16. Wielkości naddatków na obróbkę mechaniczną i dopuszczalne odchyłki wymia
M Feld TBM092 92 3. Rodzaje półfabrykatów i ich dobór TABLICA 3.17. Wielkości naddatków na obróbkę m
M Feld TBM094 TABLICA 3.18. Wielkości naddatków na obróbkę mechaniczną i dopuszczalne odchyłki wymia
M Feld TBM096 96 3. Rodzaje półfabrykatów i ich dobór TABLICA 3.19. Wielkości naddatków na obróbkę m
M Feld TBM098 TABLICA 3.20. Wielkości naddatków na obróbkę mechaniczną i dopuszczalne odchyłki wymia
M Feld TBM100 100 3. Rodzaje półfabrykatów i ich dobór TABLICA 3.21. Wielkości naddatków na obróbkę
SAVE0069 Tablica 2 GŁOWICA NAPĘDU MECHANIZMU TNĄCEGO
038(1) 38 Tablica 10 Własności mechaniczne żeliw sferoidalnych niestopowych wg
042(1) 2 42 Tablica 14 Własności mechaniczne staliwa stepowego konstrukcyjnego w stanie obrobionym c
044(1) 44 Tablica 16 Własności mechaniczne i lejność (orientacyjnie) odlewniczych stopów aluminium w
046 3 46 Tablica 17 Własności mechaniczne i lejność (orientacyjnie) odlewniczych stopów cynku wg
więcej podobnych podstron