116
116
|
> j t____—--dł* |
t „ |
|
? j Sk- \ |
n |
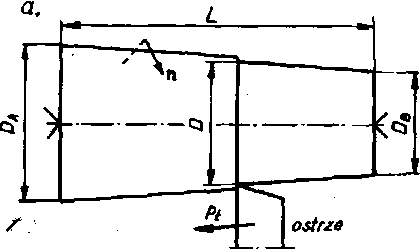
n*consł, v*constJ D*con$t,
Rys. 5*22. Zasada metody toczenia stożka: a) schemat, b) wykres zmiany' ’ prędkości skrawania
gdzie, w oznacza stosunek trwałości ostrza przypadającej na jedno przejście do trwaiośoi odpowiadającej zużyciu dopuszczalnemu h^.
2 wykresu (rys. 5*22b) możemy wyznaczyć chwilową prędkość skrawania!
(5.20)
Dzieląc
otrzyma
Wart. chni pr1
n2, po
stępnie
skrawań:
Stałą C rów (5*2
Natomias
Wykła cej niż ■ Wówczj
Po podsti
(5.22)
Przeprowadzając dwie próby skrawania dwóch stożków o tych samych średnicach i Djj oraz tej samej długości L przy różnych prędkościach obrotowych n^ i n2 otrzymamy różne wartości w^ i w2
|
(* ,ni ^ |
1 |
L |
Dr-D^ |
|
~\10(50 c ) |
s+1 |
P*^ |
~ *B |
|
C*-,JLz Ns |
' 1 |
L |
Df-Df1 |
|
-\itK56 c J |
s+^r |
p-n2 |
DA “ |
(5.24)
lub po p(
po zlogaJ
wykonuj ą< jąc na p< punktów,
Wyszukiwarka
Podobne podstrony:
img116 116 116 Rys. 1.45. Zasada doboru czasu zliczania impulsów Przechodzimy do wyznaczenia liczby
narz�dy p�ciowe m�skie dujttu^ du^JCu^ motuiUo ■&maXuą . (ł*t/#tfcONKAt4SyW^ufcu; ^WidLuU/O Ua W
5 (349) 3- (b%x)-(aV ay u o. ^ dl® X € oc3- x4.
003 foodart * PW.-pr.* * ^ atXW vu i KflHL
CIMG7554 (mI j&£ /A T, ^1H!dWV dl „ tli. ,«. a/jjIf in-w /Iwrr —y <ł Cl • (Ilu U)4 V * 1 oWu
miarodajny18 *yv ŁC.? b. Sabta, kor,,.„v ruchu dl. .„.ubu.u % - 185-
19478 P1130016 (2) 7hie/rćzcnic Cctsii ono : da „ r< SK^T f U-u fil)^ /KJ b9ty‘
DSC02821 (2) Dl»/(*)*<>**,„ Pofcpodkm*ywą. «alka krzywoliniowa **** r°dzaje cakk »»»«®iiyck Jw
DSCN0993 ■01 u* ™ ^rfTttoCU^ ■<)». ,„-.P <~»«^sk,t- •2) Whtifiewe uadtoaNjJ"*4® 3)
mech2 152 16 302 v„ = w z = 16 302 Zadanie 16 (rys. 222) Na poziomej płaszcsążnie stoi sześcian o kr
mech2 152 16 302 v„ = w z = 16 302 Zadanie 16 (rys. 222) Na poziomej płaszcsążnie stoi sześcian o kr
158 6 5 0E«KTVSTHU<TU,VK«VSTALrCZ^ , • •„ n^nvcmc*a o od wielkości odkształcenia c RYS 5 44 Ziktn
011 tif 11 piaskownik 15*5C mm , dł.~ 1 m zawloką ,X (zatyczkaT dwie warstwy pap^ Rys. 1.4. Zakotwie
więcej podobnych podstron