CCI20101218�020
21
Walce mogą być wykonane całkowicie ze stali narzędziowej lub na walce wykonane ze zwykłej stali węglowej nakłada się bandaże z węglików spiekanych. Walce o małych średnicach można wykonywać całkowicie z węglików spiekanych, przez co wielokrotnie wzrasta ich trwałość. Walce obracają się najczęściej w łożyskach igiełkowych osadzonych w obsadach.
1.12.2. Ciągnienie w ciągadle obrotowym
Metoda ciągnienia w obrotowym ciągadle znalazła najliczniejsze zastosowania w przypadku ciągnienia rur na trzpieniu krótkim jak również do łuszczenia zgorzeliny na drutach stalowych.
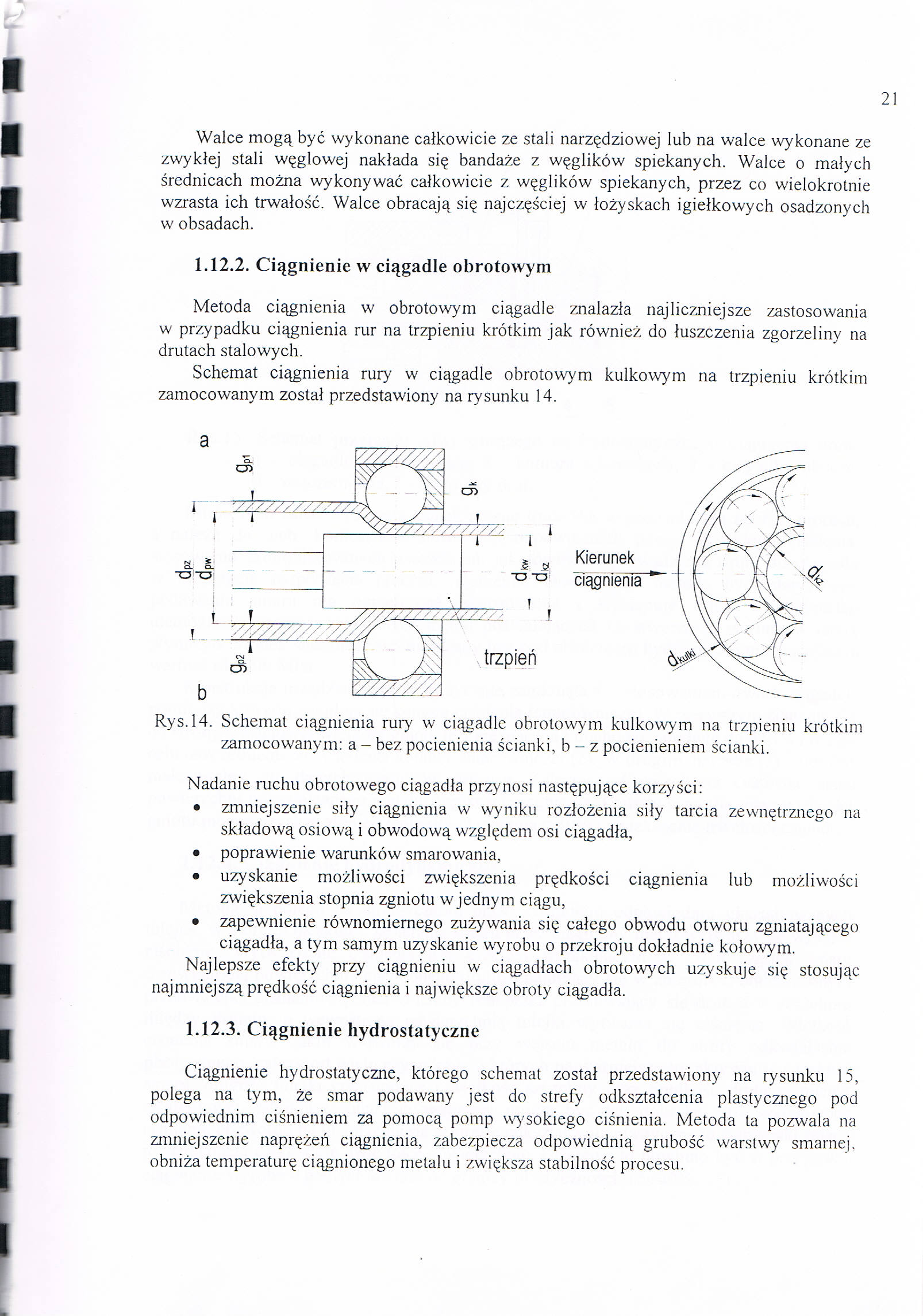
Schemat ciągnienia rury w ciągadle obrotowym kulkowym na trzpieniu krótkim zamocowanym został przedstawiony na rysunku 14.
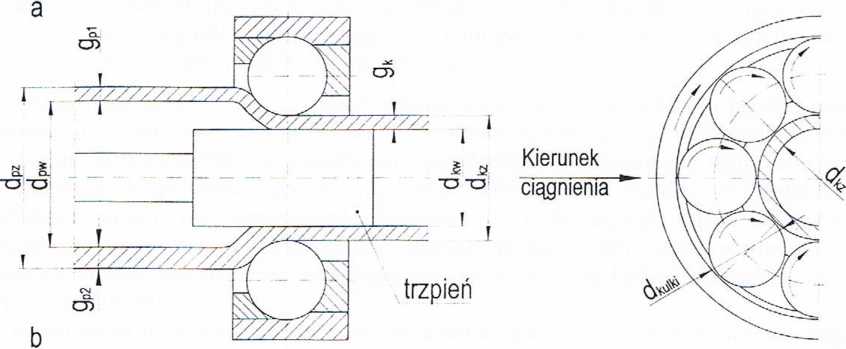
Rys. 14. Schemat ciągnienia rury w ciągadle obrotowym kulkowym na trzpieniu krótkim zamocowanym: a - bez pocienienia ścianki, b - z pocienieniem ścianki.
Nadanie ruchu obrotowego ciągadła przynosi następujące korzyści:
• zmniejszenie siły ciągnienia w wyniku rozłożenia siły tarcia zewnętrznego na składową osiową i obwodową względem osi ciągadła,
• poprawienie warunków smarowania,
• uzyskanie możliwości zwiększenia prędkości ciągnienia lub możliwości zwiększenia stopnia zgniotu w jednym ciągu,
• zapewnienie równomiernego zużywania się całego obwodu otworu zgniatającego ciągadła, a tym samym uzyskanie wyrobu o przekroju dokładnie kołowym.
Najlepsze efekty przy ciągnieniu w ciągadłach obrotowych uzyskuje się stosując najmniejszą prędkość ciągnienia i największe obroty ciągadła.
1.12.3. Ciągnienie hydrostatyczne
Ciągnienie hydrostatyczne, którego schemat został przedstawiony na rysunku 15, polega na tym, że smar podawany jest do strefy odkształcenia plastycznego pod odpowiednim ciśnieniem za pomocą pomp wysokiego ciśnienia. Metoda ta pozwala na zmniejszenie naprężeń ciągnienia, zabezpiecza odpowiednią grubość warstwy smarnej, obniża temperaturę ciągnionego metalu i zwiększa stabilność procesu.
Wyszukiwarka
Podobne podstrony:
IMG480 (4) Wieże podporowe kolei linowej mogą być wykonane ze stali rudnych, napędy lin napędowych,
65844 IMGf79 Instalacje wodociągowe wody zimnej mogą być wykonane z rur stalowych dwustronnie ocynko
DSC08687 (2) Silosy służą do magazynov. arua surowców sypkich. Mogą być wykonane że stali zwykłej ma
Formy odlewnicze mogą być wykonane ze szkła, metali lub tworzyw sztucznych, a nawet wosku. Po napełn
P1040155 typy liczbowe całkowite mogą być w dwóch wariantach - ze znakiem i bez znaku Do wybrania&nb
Przyspieszanie potoku Przy wzroście częstotliwości pracy odwołania do pamięci nie mogą być wykonane
więcej podobnych podstron