2248581688
Formy odlewnicze mogą być wykonane ze szkła, metali lub tworzyw sztucznych, a nawet wosku. Po napełnieniu formy proces żelowania trwa ok. 5-60 minut. Koncentracja lepiszcza jest mała (ok. 4 %), lepkość i wytrzymałość żelu można kontrolować koncentracją monomeru, a czas odlewania zawiesiny - ilością środka inicjującego i katalizatora oraz temperaturą procesu.
Stosowane monomery są często toksyczne i wymagają zachowania szczególnej ostrożności.
Przed spiekaniem konieczny jest etap usunięcia lepiszcza polimerowego (w temp. ok. 520°C.
Technika ta pozwala formować wyroby o relatywnie dużym zagęszczeniu i nieomal dowolnym kształcie, w stosunkowo krótkim czasie (w porównaniu z odlewaniem z gęstwy czy formowaniem wtryskowym)
13. Odlewanie wspomagane elektroforetycznie (ang. electrophoretic casting, electrophoretic deposition)
Elektroforeza to zjawisko elektrokinetyczne polegające na ruchu jednoimiennie naładowanych cząstek fazy rozproszonej układu koliodalnego, znajdujących się w polu elektrycznym, względem fazy rozpraszającej.
Efekt ten może być wykorzystany do przyspieszenia tworzenia czerepu, dzięki temu, że pod wpływem przyłożonego napięcia prądu stałego występuje wędrówka ujemnie naładowanych cząsteczek mineralnych do anody i ich osadzanie w postaci warstwy.
Metoda rzadko stosowana, sprawia trudności w opanowaniu geometrii pola elektrycznego. Występują kłopoty z korozją elektrod i pojawianie się pęcherzyków gazu w wyniku elektrolizy. Duże grubości czerepu mogą mieć spory gradient wilgotności (wysychanie od strony anody).
Stosuje się połączenie odlewania ciśnieniowego z elektroforezą, co daje poprawę szybkości tworzenia się czerepu i pozwala na produktywne wykorzystanie metody.
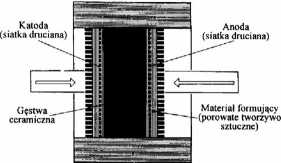
Rys. 7. Zasada elektroforetycznego odlewania ciśnieniowego.
Wyszukiwarka
Podobne podstrony:
IMAG0091 (10) zatem powinny być wykonane ze szkła lub sz-kła orgameznego. hóoch gęstości niewiele si
IMG480 (4) Wieże podporowe kolei linowej mogą być wykonane ze stali rudnych, napędy lin napędowych,
DSC08687 (2) Silosy służą do magazynov. arua surowców sypkich. Mogą być wykonane że stali zwykłej ma
dużych miast, sieć wodociągowa zbudowana jest ze stali, żeliwa lub tworzyw sztucznych (PE, PCV). Żel
65844 IMGf79 Instalacje wodociągowe wody zimnej mogą być wykonane z rur stalowych dwustronnie ocynko
CCI20101218�020 21 Walce mogą być wykonane całkowicie ze stali narzędziowej lub na walce wykonane ze
Wszystkie akcesoria powinny być wykonane ze stali ocynkowanej wg wymagań jak dla kształtowników stal
Przyspieszanie potoku Przy wzroście częstotliwości pracy odwołania do pamięci nie mogą być wykonane
więcej podobnych podstron