Spawanie Gazowe3
Pttntfl mramo uiwwy 1) 2> x*f« tai:krupek.
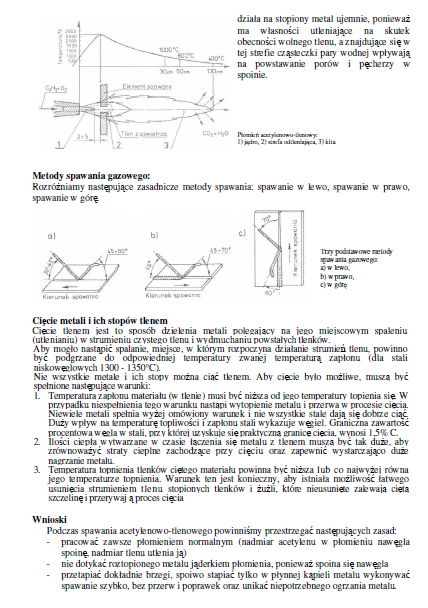
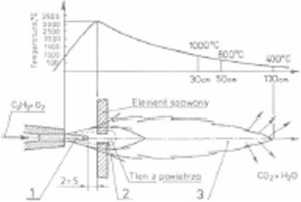
działa na stopiony metal ujemnie, poniew aż ma własności utleniając na skutek obecności w olnego tlenu, a znajdujące się w tej stiefie cząsteczki paty w odnej wpływ ają na powstawanie porów i pęcherzy w spoinie.
Metody spaw ania gazowego:
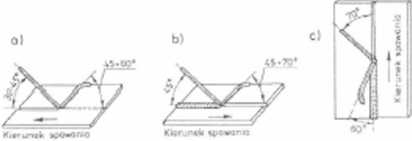
Rozróżniamy następujące zasadnicze metody spawania: spawanie w lewo. spawanie w prawo, spawanie w górę
rrn|o±aw(T*T;n:UxS
ałwtewo. b) w prani.
OWIJ**
Cięcie metali i ich stopów tlenem
Ciecie tlenem jest to sposób dzielenia metali polegający na jego miejscowym spaleniu (utlenianiu) w strumieniu czystego tlenu i wydmuchaniu powstałych tlenków.
Aby mogło nastąpić spalanie, miejsae. w którym rozpoczyna działanie strumień tlenu, powinno byc podgrzane do odpowiedniej temperatury zwanej temperaturą zapłonu Cala stali niskoweelowych 1300- 1350T').
Nie wszystkie metale i ich stopy można ciąć tlenem. Aby ciecie było możliwe, musza być spełnione następująpe warunki:
I. Temperatura zapłonu materiału (w tlenie) musi być niższa od tego temperatury topienia sie W przypadku niespełnienia tego warunku nastąpi wytopienie metalu i przerwa w procesie ciecia Niewiele metali spełnia wyżej omówiony warunek i nie wszystkie stale dają się dobrze ciąć Duży wpływ na temperaturę topliwości i zapłonu stali wykazuje węęiel. Graniczna zawartość procentowa w eela w stali, pczy której uzyskuje sie praktyczna granice ciecia, w ynosi 13% C 2 Ilości ciepła wytwarzane w czasie laczenia sie meUlu z tlenem musza być tak duś. aby zrównoważyć straty cieplne zachodząc przy cięciu oraz zapewnić wystarczająco duś nagrzanie metalu.
3. Temperatura topnienia tlenków ciętego materiału powinna być niższa lub co najwyżej równa jego temperaturze topnienia. Warunek ten jest konieczny, aby istniała możliwość łatwego usunięcia strumieniem tlenu stopionych tlenków i żużli, któte nieusuniete zabwaja cielą szczelinę i przerywaj ąproces cięcia
Wnioski
Podczas spawania acetylenów o-tlenowego powinniśmy przestrzegać nastgrających zasad:
- pracować zawsze płomieniem normalnym (nadmiar acetylenu w płomieniu nawętla spoinę, nadmiar tlenu utleniają)
- nie dotykać roztopionego metalu jąlerkiem płomienia, ponieważ spoina się naw%ęU
- przetapiać dokładnie brzegi, spoiwo stapiać tylko w płynnej kąpieli meUlu wykonywać spawanie szybko, bez przerw i poprawek oraz unikać niepotrzebnego ogrzania meUlu
Wyszukiwarka
Podobne podstrony:
palnik Rys. 7. Spawanie gazowe acetylenowo-tlenowe Źródło: Mizerski J.: Spawanie. REA, Warszawa
METODA BI 1 Istotą metody spawania gazowego jest nadtopienie brzegów spawanego materiału stosując pa
1. SPAWANIE GAZOWECEL ĆWICZENIA Celem ćwiczenia jest zapoznanie studentów z: •
wybuchu ma mieszanina zawierająca 15% acetylenu, dlatego spawanie gazowe powinno odbywać się w warun
img157 Tematy i zagadnienia do ćwiczeń1. Spawanie gazowe palnikiem acetylenowo -tlenowym. Cięcie ter
Spawanie gazowe, acetylenowo-tlenowe 1. Charakterystyka płomienia acetylenowo-tlenowego (zakresy
P1020884 a} (3) — Spawanie gazowe b) (111) — Spawanie łukowe ele
Połączenie spawane – Wikipedia wolna encyklopedia Metody spawania [edytuj
Spawanie gazowe to proces łączenia części metalowych realizowany przez nadtapianie ich krawędzi i
25. Zagrożenia związane ze spawaniem gazowym i wynikające z nich przepisy BHP Spawanie gazowe, poleg
Spawanie Gazowe1 Gazy techniczne: Acetylen Acetylen rozpuszczony techniczny C2H2 otrzymuje się przez
Spawanie Gazowe2 Ptnłroi 11 *te«cwr. 21 Fi kr, 3 ■ 4! KnęftTu, !
Istota i zastosowanie spawania gazów ego. Spawanie gazowe (acetylenowo-tlenowe) - polega na miejscow
Zalety i wady spawania gazowego. Zalety: należy do najstarszych metod spawania. Dzięki właściwościom
więcej podobnych podstron