skanuj0003
36 Spawalnictwo l.aborato!ium
wsi aj ą /. nich pary metalu, utrudniając przeniknięcie tlenu z powietrza do roztopionych powierzchni, co wywiera korzystny wpływ na własności mechaniczne złącza. Po zakończeniu fazy wyiskrzanin rozpoczyna się spęczanie zgrzewanych elementów, zachodzące częściowo już w czasie przepływu prądu. Przepływ prądu podtrzymuje wysoką temperaturę metalu i ułatwia wyciśniecie tlenków
1 pewnej ilości stopionego metalu ze styku łączonych elementów. W związku
2 wąską strefą nagrzania spęczenie w miejscu styku jest stosunkowo niewielkie. Ten typ zgrzewania doczołowego jest najszerzej stosowany w przemyśle Można tą metodą zgrzewać te same metale, co i przy zgrzewaniu zwarciowym.
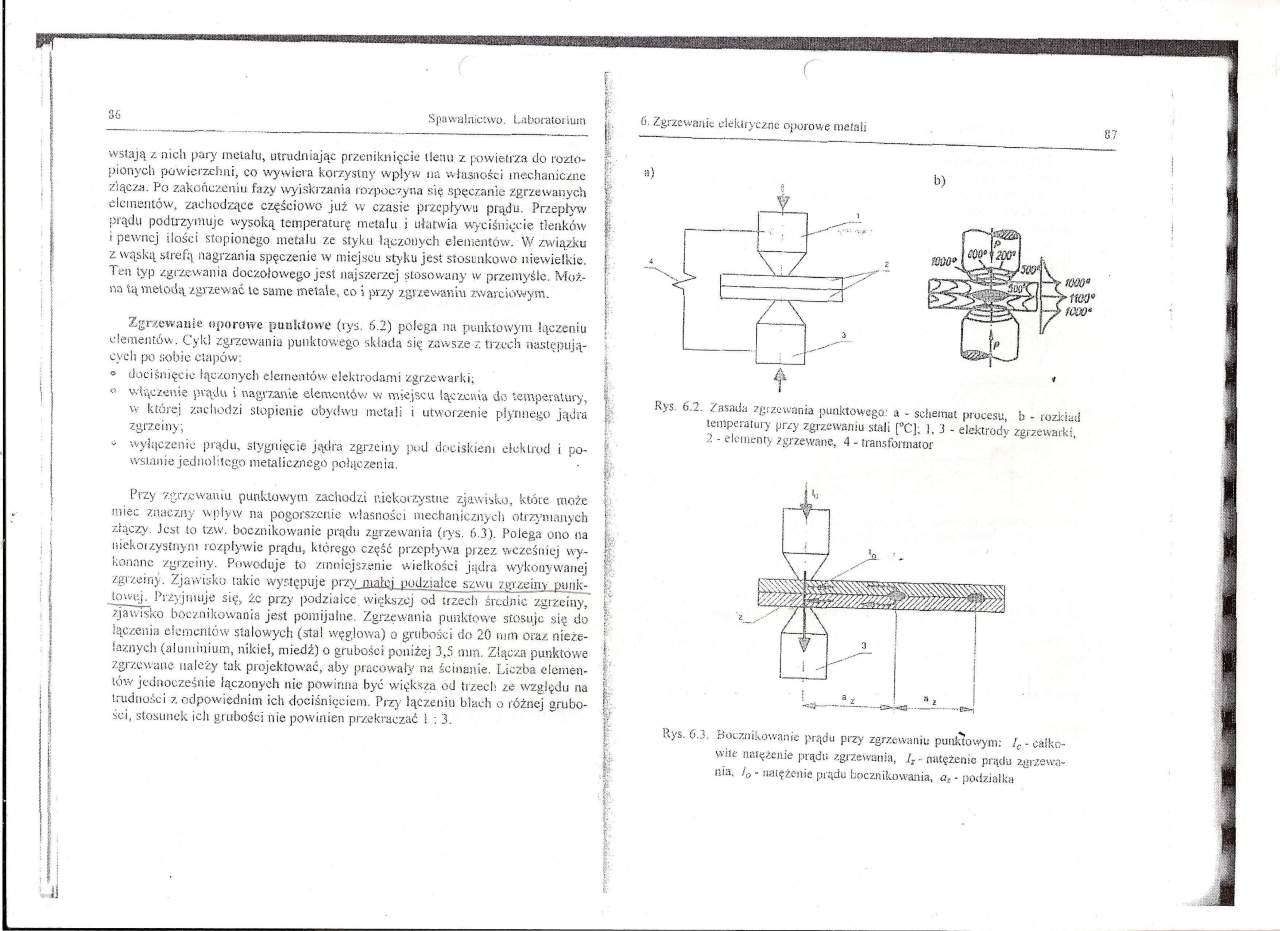
Zgrzewanie oporowe punktowe (iys. 6.2) polega nu punktowym łączeniu elementów. Cykl zgrzewania punktowego składa się zawsze 1. trzech następujących po sobie etapów
0 dociśnięcie łączonych elementów elektrodami zgrzewarki;
0 włączenie prądu i nagrzanie elementów; w miejscu łączenia do temperatury, v\ której zachodzi stopienie obydwu motali i utworzenie płynnego jądra zgrzeiny;
v wyłączenie prądu, stygnięcie jądra zgrzeiny |x»U dociskiem elektrod i powstanie jednolitego metalicznego połączenia.
Przy zgrzewaniu punktowym zachodzi niekorzystne zjawisko, które może mieć znaczny wpływ na pogorszenie własności mechanicznych otrzymanych złączy. Jest to tzw. bocznikowanie prądu zgrzewania (rys. 6.3). Polega ono na niekorzystnym rozpływie prądu, którego część przepływa pi zez wcześniej wykonane zgrzeiny. Powoduje to zmniejszenie wielkości jądra wykonywanej zgrzeiny. Zjawisko takie występuje przy małej uodzialce szwu /mzeiny punktowej. Przyjmuje się, źc przy podzialee większej od trzech średnic zgrzeiny, IjaiTisko bocznikowania jest pomijnlne Zgrzewania punktowe stosuje się do łączenia elementów stalowych (stal węglowa) o grubości do 20 mm oraz nieżelaznych (aluminium, nikiel, miedź) o grubości poniżej 3,5. mm Złącza punktowe zgrzewane należy tak projektować, aby pracowały na ścinanie. Liczba elementów jednocześnie łączonych nic powinna być większa od trzech ze względu na trudności 7. odpowiednim ich dociśnięciem. Przy łączeniu blach o różnej grubości. stosunek ich grubości nie powinien przekraczać I . 3.
r
S?
G Zgrzewanie clekłfyczac oporowe metal:
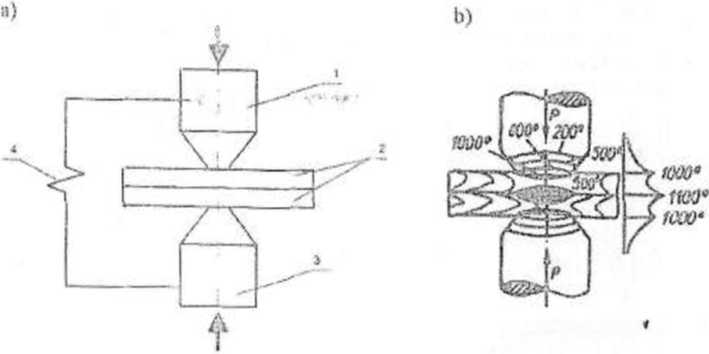
Rys 6.2. Zasada zgrzewania punktowego: a - schemut procesu, b - tozkiad temperatury przy zgrzewaniu stali [°C). 1. 3 - elektrody zgrzewarki. 2 - elementy zgrzewane, *1 - transfonnator
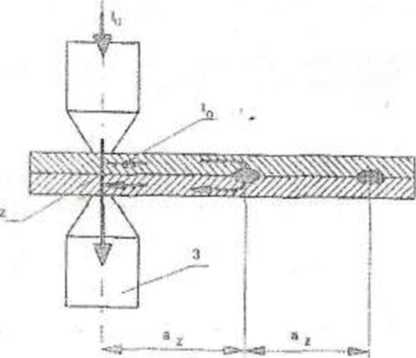
Rys. 0.3 Bocznikowanie prądu przy zgrzewaniu punktowym: L - caikc-wiie natężenie prądu zgrzewania, lt- natężenie prądu zgrzewania. I0 - natężenie prądu bocznikowania, ac - podzialka
Wyszukiwarka
Podobne podstrony:
skanuj0003 36 Spawalnictw o Labordtoi mm wstają /. nich pary metalu, utrudniając przeniknięcie tlenu
skanuj0001 82 Spawalnictwo Laborauu ium 8. Opisać zjawisko zw iltalności 9.
skanuj0006 92 Spawalnictwo. I ,aboratorj;im 6.1.4. Parametry zgrzewania punktowego Do parametrów zg
skanuj0006 92 Spawalnictwo. 1 .aboratori-.im6.1.4. Parametry zgrzewania punktowego Do parametrów zgr
skanuj0030 (36) Ofiary i sprawcy przemocy zasługują na wyszczególnienie. Zdarza się, że osoby poszko
32972 skanuj0018 (36) Wyspecyfikowano /godnie / CEN dane, które powinny być zapisane dla każdego&nbs
32499 skanuj0017 (36) 238 WSPÓŁCZESNA POWIEŚĆ WE FRANCJI I to wszystko, co kochankowie powiedzieli s
skanuj0001 32 Spawalutowo t aU.ratoi ium 8. Opisać zjawisko zwilżalności 9.
skanuj0002 Spawalnictwo I .aboratoriuni większy jest opór elektryczny styku pomiędzy częściami zgrze
skanuj0009 (36) "" t)U^>^S iwmy 6 LlJL % jU2%W^p)
więcej podobnych podstron