skanuj0006
92 Spawalnictwo. I ,aboratorj;im
6.1.4. Parametry zgrzewania punktowego
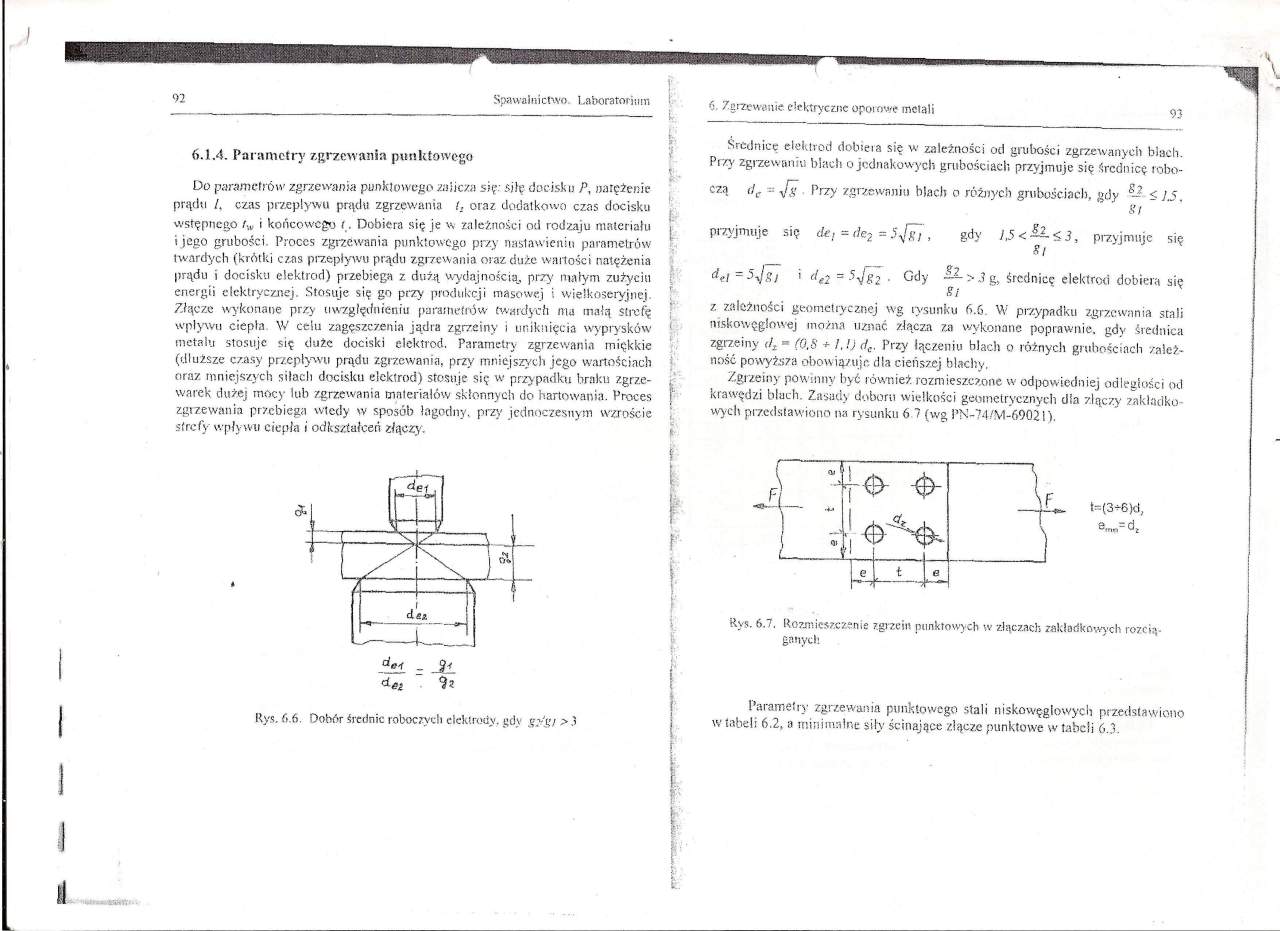
Do parametrów' zgrzewaniu punktowego Milicza się: siłę docisku P, natężenie prądu /. czas przepływu prądu zgrzewania ts oraz dodatkowo czas docisku wstępnego A.v i końcowego t. Dobiera się je w zależności od rodzaju materiału i jego grubości. Proces zgrzewania punktowego przy nastawieniu parametrów twardych (krótki czas przepływu prądu zgrzewania oraz duże w a ilość i natężenia prądu i docisku elektrod) przebiega z dużą wydajnością, przy' małym zużyciu energii elektrycznej. Stosuje się go przy produkcji masowej wiełkoseryjnei Złącze wykonane przy uwzględnieniu parametrów twardych ma małą strefę wpływu ciepła W celu zagęszczenia jądra zgrzcinv i uniknięcia wyprysków metalu stosuje się duże dociski elektrod. Parametry zgrzewania miękkie (dłuższe czasy przepływu prądu zgrzewania, przy mniejszych jego wartościach oraz mniejszych siłach docisku elektrod) stosuje się w przypadku braku zgrzewarek dużej mocy lub zgrzewania materiałów skłonnych do hartowania. Proces zgrzewania przebiega wtedy w sposób łagodny, przy jednoczesnym wzroście strefy wpły wu ciepła i odkształceń złączy.
dez
>
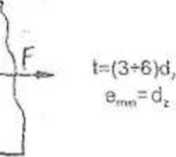
Rys. 6.6. Dobór średnic roboczych elektrody, gdy > 3
O Zgrzewanie elektryczne oporowe metali

Przy zgrzewaniu blach o jednakowych grubościach przyjmuje się średnicę robo
7. zależności geometrycznej wg rysunku 6.6 W przypadku zgrzewania stali mskowęglowej można uznać złącza za wykonane poprawnie, gdy średnica zgrzeiny </, - (O.S + I.!) (fc. Przy łączeniu blach o różnych grubościach zależność powyższa obowiązuje dla cieńszej blachy.
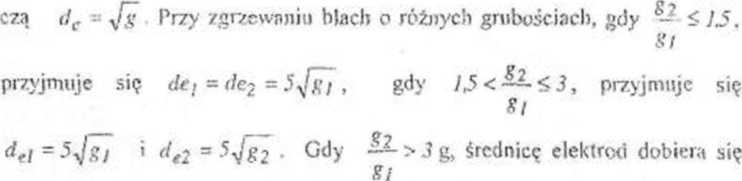
Zgrzeiny powinny być również, rozmieszczone w odpowiedniej odległości od krawędzi blach. Zasady doboru wielkości geometrycznych dla złączy zakładko wych przedstawiono na rysunku 6 7 (wg PN-74/M-69021).

e t e
—t---4—
Rys. 6.7. Rozmieszczenie zgrzein punktowych w złączach zakładkowych rozci:*
gnnych
Parametry zgrzewania punktowego stali nisko węglowych przedstawiono w tabeli 6.2. a minimalne siły ścinające złącze punktowe w tabeli 6.3.
Wyszukiwarka
Podobne podstrony:
skanuj0006 92 Spawalnictwo. 1 .aboratori-.im6.1.4. Parametry zgrzewania punktowego Do parametrów zgr
skanuj0087 2 92 Rozdział 7. Rys. 7.2. Izokliny o parametrach kątowych p od 0 do 75° w modelu krążka
skanuj0003 36 Spawalnictwo l.aborato!ium wsi aj ą /. nich pary metalu, utrudniając przeniknięcie tle
skanuj0002 Spawalnictwo I .aboratoriuni większy jest opór elektryczny styku pomiędzy częściami zgrze
skanuj0005 90 Spawalnictwo. Laboratorium Parametry zgrzewania doczołowego metodą z
skanuj0007 94 Spawalnictwo. Ldburatoi inm Tabel a 0-2 Parametry ogrzewania punktowego blachy G lub
skanuj0004 88 Spawalnictwo. Laboratotium Zgrzewanie oporowe liniowe (rys. 6 *1) polega na tworzeniu
Parametry procesu zgrzewania oporowego punktowego: Do podstawowych parametrów określających przebieg
skanuj0010 (126) STATYSTYKA MATEMATYCZNAEstymacja przedziałowa parametrów • Przedział ufności dla śr
skanuj0010 (92) (MmiL wi&t, HiH /vw£
więcej podobnych podstron