Łożyska Ślizgowetu
ŁOŻYSKA ŚLIZGOWE
b. Panwie łożyskowe dzielone najczęściej wykonywa się z żeliwa lub taliwa, rzadziej, jeżeli są mniejszych rozmiarów, ze stopów żółtych, ?szcze rzadziej — ze stali kutej. Panwie stalowe i staliwne zawsze, że-wne — najczęściej, mosiężne — również dość często wylewa się stopem jżyskowym.
Jako stopy łożyskowe w grę wchodzą stopy cynowe (80% Sn, 10% Cu 10% Sb — najlepszy, lecz drogi), ołowiowe (5% Sn, 15% Sb, 1,5% Cu ?szta Pb, znacznie ustępujący poprzedniemu, lecz tani) i cynkowe bę-ące namiastką stopów żółtych.
Istnieje wiele, odmian wysokowartościowych brązów łożyskowych, ijczęściej dostarczanych w postaci ciągniętych rur do wyrobu niedzie-nych tulei łożyskowych (por. rys. XI, 41d).
W szczególnych przypadkach jako materiał na panwie w grę wchodzi ■ewno oraz znacznie częściej sztuczne żywice na osnowie tkanin; za-swniają one znaczną gładkość powierzchni roboczej i korzystnie wyróż-ają się dużą sprężystością, dzięki czemu nadają się bardzo dobrze do zejmowania obciążeń uderzeniowych (np. w walcarkach itp.); zastoso-anie ich jest jednak ograniczone do łożysk wolnobieżnych ze względu
1 złe przewodnictwo cieplne.
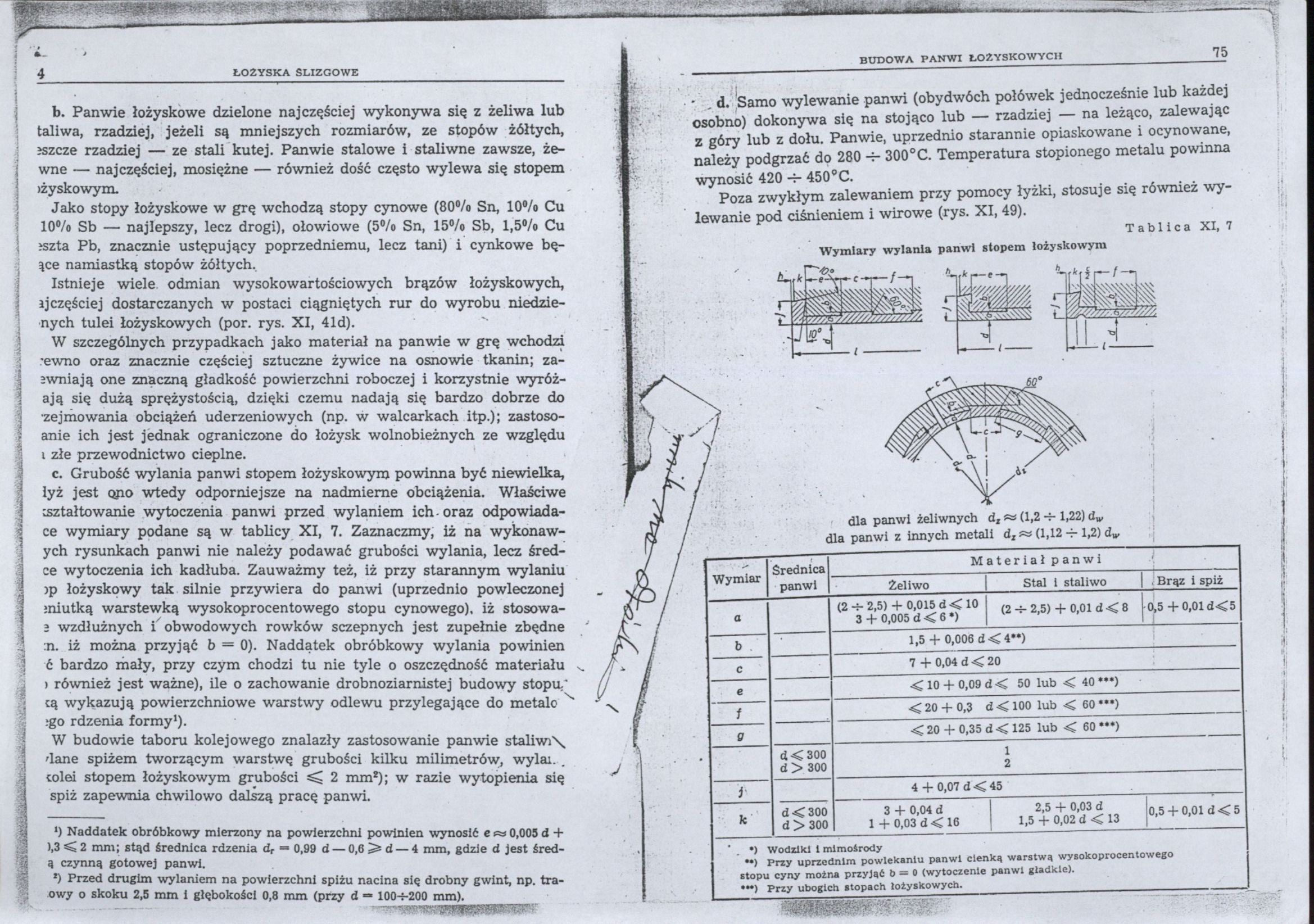
c. Grubość wylania panwi stopem łożyskowym powinna być niewielka, iyż jest ono wtedy odporniejsze na nadmierne obciążenia. Właściwe kształtowanie wytoczenia panwi przed wylaniem ich-oraz odpowiada-ce wymiary podane są w tablicy XI, 7. Zaznaczmy, iż na wykonaw-ych rysunkach panwi nie należy podawać grubości wylania, lecz śred-ce wytoczenia ich kadłuba. Zauważmy też, iż przy starannym wylaniu )p łożyskowy tak silnie przywiera do panwi (uprzednio powleczonej jniutką warstewką wysokoprocentowego stopu cynowego), iż stosowa-
2 wzdłużnych i obwodowych rowków sczepnych jest zupełnie zbędne :n. iż można przyjąć b = 0). Naddatek obróbkowy wylania powinien ć bardzo mały, przy czym chodzi tu nie tyle o oszczędność materiału > również jest ważne), ile o zachowanie drobnoziarnistej budowy stopu.1 tą wykazują powierzchniowe warstwy odlewu przylegające do metale igo rdzenia formy1).

W budowie taboru kolejowego znalazły zastosowanie panwie staliwi\ dane spiżem tworzącym warstwę grubości kilku milimetrów, wylai. . tolei stopem łożyskowym grubości ^ 2 mm2); w razie wytopienia się spiż zapewnia chwilowo dalszą pracę panwi.
75
Ł.
ś .
py
r
BUDOWA PANWI ŁOŻYSKOWYCH
* , d. Samo wylewanie panwi (obydwóch połówek jednocześnie lub każdej osobno) dokonywa się na stojąco lub — rzadziej — na leżąco, zalewając z góry lub z dołu. Panwie, uprzednio starannie opiaskowane i ocynowane, należy podgrzać do 280 -+• 300°C. Temperatura stopionego metalu powinna wynosić 420 -f- 450°C.
Poza zwykłym zalewaniem przy pomocy łyżki, stosuje się również wylewanie pod ciśnieniem i wirowe (rys. XI, 49).
Tablica XI, 7
Wymiary wylania panwi stopem łożyskowym
, h i.
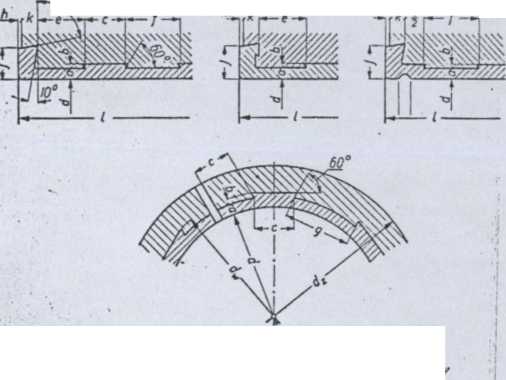
dla panwi żeliwnych dz«(1,2 ~ 1,22) dw dla panwi z innych metali dx s=j (1,12 H- 1,2) dv
|
Wymiar |
Średnica panwi |
Materiałpanwi .*! | ||
|
Żeliwo |
Stal i staliwo |
Brąz i spiż | ||
|
a |
(2 -7- 2,5) + 0,015 d < 10 3 + 0,005 d < 6 •) |
(2 -5- 2,5) + 0,01 d < 8 |
-0^5 + 0,01 d<5 | |
|
b . |
1,5 + 0,006 d<4") | |||
|
c |
7 + 0,04 d < 20 | |||
|
e |
< 10 + 0,09 d < 50 lub < 40 *•*) | |||
|
f |
<20 + 0,3 d < 100 lub < 60 •*•) | |||
|
0 |
< 20 + 0,35 d < 125 lub < 60 ••*) | |||
|
d<300 d> 300 |
1 2 | |||
|
i' |
4 + 0,07 d < 45 | |||
|
k |
d<300 d> 300 |
3 + 0,04 d 1 + 0,03 d < 16 |
2,5 + 0,03 d 1,5 + 0,02 d < 13 |
0,5 + 0,01 d<5 |
|
. •) Wodziki 1 mlmośrody *•) Przy uprzednim powlekaniu panwi cienką warstwą wysokoprocentowego stopu cyny można przyjąć b = 0 (wytoczenie panwi gładkie). •••) Przy ubogich stopach łożyskowych. | ||||
Naddatek obróbkowy mierzony na powierzchni powinien wynosić e f=» 0,005 d + ),3 ^ 2 mm; stąd średnica rdzenia dr = 0,99 d — 0,6 ^ d — 4 mm, gdzie d jest śred-ą czynną gotowej panwi.
*) Przed drugim wylaniem na powierzchni spiżu nacina się drobny gwint, np. tra-owy o skoku 2,5 mm i głębokości 0,8 mm (przy d “ 100-r-200 mm).
Wyszukiwarka
Podobne podstrony:
JPCN0033 Łożyska toczne. Wytyczne wykonywania miejsc osadzania łożysk.PN-70/M-86416 Zalecane toleran
175 4.3. MONTAŻ ZESPOŁÓW Z ŁOŻYSKAMIMontaż zespołów z łożyskami W TYM ROZDZIALE DOWIESZ SIĘ: ■
168 4. PODSTAWOWE OPERACJE TECHNOLOGICZNE MONTAŻUMontaż łożysk W TYM ROZDZIALE DOWIESZ SIĘ: ■ jakie
img039�01 38 niewoli, nie mirsza on porządku, ale go przywraca, spełnia dzieło Boga, i wykonywa jego
Krzyżówki (124) PRZYBORY BIUROWE Rozwiąż krzyżówkę. Podczas jakich zajęć najczęściej używa się tych
IMGP0021 Tabela II). Najczęściej wykonywani: pomiary iooraeiry«« bydła
Segmentacja rynków nieruchomości # Najczęściej wyodrębnia się
skanuj0008 (321) 2.5. WIERTARKI Na wiertarkach najczęściej wykonuje się otwory do średnicy 100 mm. O
więcej podobnych podstron