IMG154
Na rysunku 2.89 pokazano przykład automatycznego kitowania cego połączenie szkła z oprawką reflektora samochodowego. Przy^JjMs się z podstawy 1, na której umieszczono obudowę 2, ustalającą oprawk tora 3. Szkło reflektora 4 podane automatycznie do przyrządu jeS|.. Hi I masą 5 przez dyszę dozującą 6. Obudowa 2 wykonuje ruch obrotowy ■ ^ wany przez wałek napędowy 7. Rolka 8 zapewnia docisk obudowy ka 7. Wałek 7 otrzymuje napęd od silnika 10 za pośrednictwem sprzęgi **
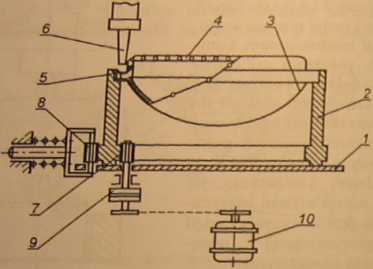
Rys. 2.89. Zalewanie masą klejowo-kitową szkła w obudowie reflektora samochodomgo(i|
Na rysunku 2.90 pokazano działanie uniwersalnego przyiządu monużoK go (pracującego w uniwersalnym centrum montażowym), który może służy: do montażu przedmiotów z powierzchniami walcowymi (wkładanych lun lub wciskanych). Przyrząd ma zespół do ustalania i wzajemnej orientacji notowanych przedmiotów (rys. 2.90a) oraz prowadniki 8 i 13 (rys. 2.90b,c).
Zespół do ustalania i wzajemnej orientacji przedmiotów składa się z kopciu 1, w którym przemieszczają się — niezależnie jedna od drugiej - tulejki S, podparte sprężynami 7 (lub wypychane sprężonym powietrzem) i mające fan ułatwiające nakładanie montowanych przedmiotów.
Przyrząd z rysunku 2.90 przemieszcza się razem z urządzeniem transport wym i podchodzi pod prowadnik 8 (rys. 2.90b), który podaje koła zębate U Zestaw tulejek 5 jest wciskany dolną częścią pochylonego prowadnika; ok-które z tulejek 5 pod działaniem sprężyn 7 przejdą przez szczelinę prosił nika 8 i wejdą w otwór koła zębatego 10, dociskanego od góry przez obcąt-nik 9 (rys. 2.90d). Koło zębate 10, łącznie z przyrządem 2, pokonując opi sprężyn oddzielacza 11 i obciążnika 9, przesuwa się dalej podjś, gdzie w podobny sposób montowane jest łożysko 12. Połą^f sobą: koło zębate 10 i łożysko 12 wraz z zespołem ustal
Lgeszczają się pod stempel prasy, gdzie łożysko 12 jest wciskane w otwór L zębatego - co powoduje utrwalenie połączenia. W razie potrzeby przy-jj z rys. 2.90 może służyć do montażu innych zespołów.
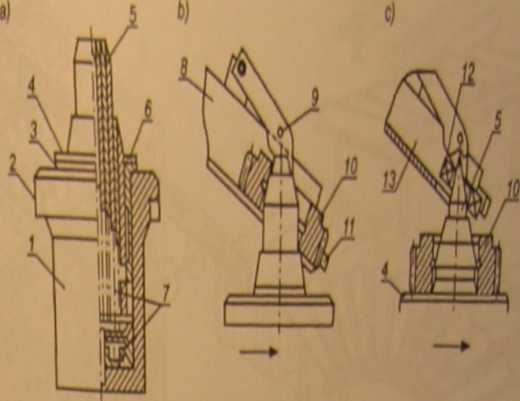

Rys. 2.90. Kolejno# działali automatycznego urządzenia montażowego [27]
2.14, TRANSPORTOWANIE PRZEDMIOTÓW W MONTAŻU
W wydziałach montażowych do przemieszczania montowanych wyrobów wykorzystuje się przenośniki wałkowe łub krążkowe (rys. 2.91). W celu ułatwiania transportu wyrobów stosuje się pochylenie przenośnika o kąt 2 — 4°. Montowane wyroby są także często ustawiane na wózkach montażowych poruszających się ruchem -,,'bodnym lub wymuszonym. Stosowane są również przenośniki tave i podwieszone o ruchu ciągłym lub przerywanym.
^ośniki pracujące na wydziałach montażowych można podzie-
Wyszukiwarka
Podobne podstrony:
23 (3) Na rysunku 15 pokazano przykładowo wzdłużny przekrój statku z pionowym załadunkiem. Jest to d
skanowanie0058 (2) Przykład 6.8. Na rysunku 6.8a pokazano układ czterech kół i ciężar P. Koło o masi
12657 OMiUP t1 Gorski21 FILTR OCZYSZCZANY AUTOMATYCZNIE SPRĘŻONYM POWIETRZEM Na rysunku 4.22 pokazan
skanuj0021(5) • 2.34 • Jak przebiega proces obciążania się transformatora? Na rysunku 2.28 pokazano
Image136 Na rysunku 4.82 przedstawiono przykład rozwiązania pamięci typu RAM, zbudowanej z rejestrów
img041 (27) 88 Tom I Na rysunku 9 i 10 pokazano wszystkie kalendarzowe terminy związane z dostawą cz
skanuj0021(5) • 2.34 • Jak przebiega proces obciążania się transformatora? Na rysunku 2.28 pokazano
skanuj0109 (25) Kliny nastawcze. Służą one do ustalania położenia części maszynowych. Na rysunku 5.1
strona038 38 3. PRZEDSTAWIANIE PRZEDMIOTÓW NA RYSUNKU RYS. 3.23 Przykład przekrojów z częściami złąc
strona053 4.7. WYMIAROWANIE NAKIEŁKÓW 53 Na rysunku 4.19 przedstawiono przykłady wymiarowania stożkó
IMG150 Na rysunku 2.78 pokazano sposób ładowania kaset przedmiotami ^ *
więcej podobnych podstron